Use of Pulsed Electric Fields (PEF) in the Food Industry
DLG Expert report 5-2018

Author:
- Dr. Claudia Siemer, R&D Manager
- Dr. Stefan Töpfl, Managing Director
- Julian Witt, PEF Expert for Liquid Applications, R&D Department
- Robin Ostermeier, PEF Expert for Snack Applications, R&D Department
- Elea Vertriebs- und Vermarktungsgesellschaft mbH,
- Professor-von-Klitzing-Str. 9, 49610 Quakenbrück, Germany
Contact:
- Carola K. Herbst, Project Manager, Competence Center Food (Fachzentrum Lebensmittel), DLG e.V., C.Herbst@DLG.org
Introduction and effect mechanism of PEF
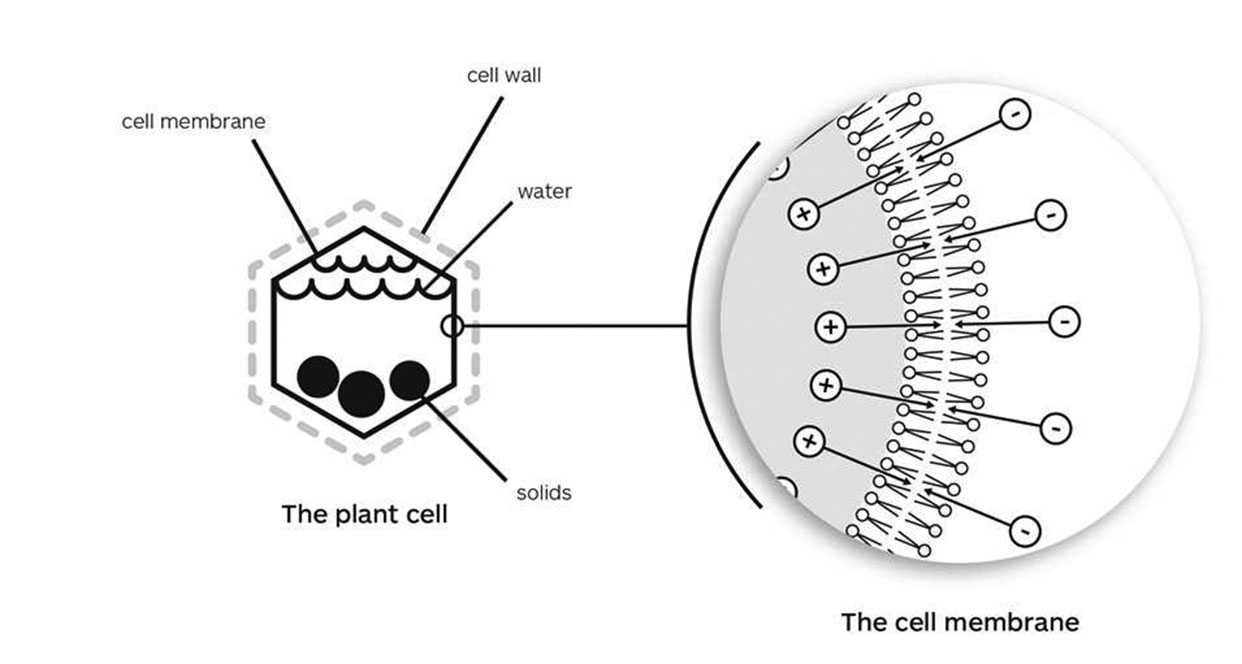
The application of pulsed electric fields (PEF) as an innovative technology can be used in various areas of the food industry and bioprocess engineering. Here the objective is to influence the product cell structure. The cells can be plant or animal cells, e.g. those of a potato, but also of microorganisms. These show differences in their size and particularly in their composition. However, all cells are surrounded by a membrane with phospholipids as its main component (Figure 1). Due to the properties of the phospholipids, the membrane can be seen as a non-conductor, and the cell therefore has a natural charge – the so-called transmembrane voltage. The application of an external voltage, a charge accumulation and an increase in the potential is induced and an electrical compression is triggered. This results in the formation of a pore in the membrane. The process of pore induction with PEF is referred to as electroporation.
Depending on the pulse characteristic (electric field strength, pulse shape and width, energy input), reversible or irreversible pores can be formed. Reversible pores are hydrophilic and close by themselves after a short time. With a higher intensity of the electric pulses and a longer treatment, the initially hydrophilic pores turn into hydrophobic pores that cannot be closed again. This causes permanent damage to the cell. For the microorganisms contained in the product, the loss of the boundary to the environment means the loss of viability. Plant cells, e.g. potato cells, loose their internal cell pressure (turgor) when subjected to the PEF treatment and the increase in the membrane permeability results in an easier mass transport, for example when extracting valuable ingredients.
PEF treatment for inactivation of microorganisms
Reduction of vegetative germs
The basic principle of electroporation can be applied to microorganisms. Through the permeabilisation of the cell membrane, it loses its natural barrier function and therefore also its activity. As a result, the microorganisms will be inactivated. The decisive advantage compared to ordinary preservation methods is the reduced thermal loading the product experiences. Heat-sensitive pigments, nutrients and flavours are therefore not affected and are retained.
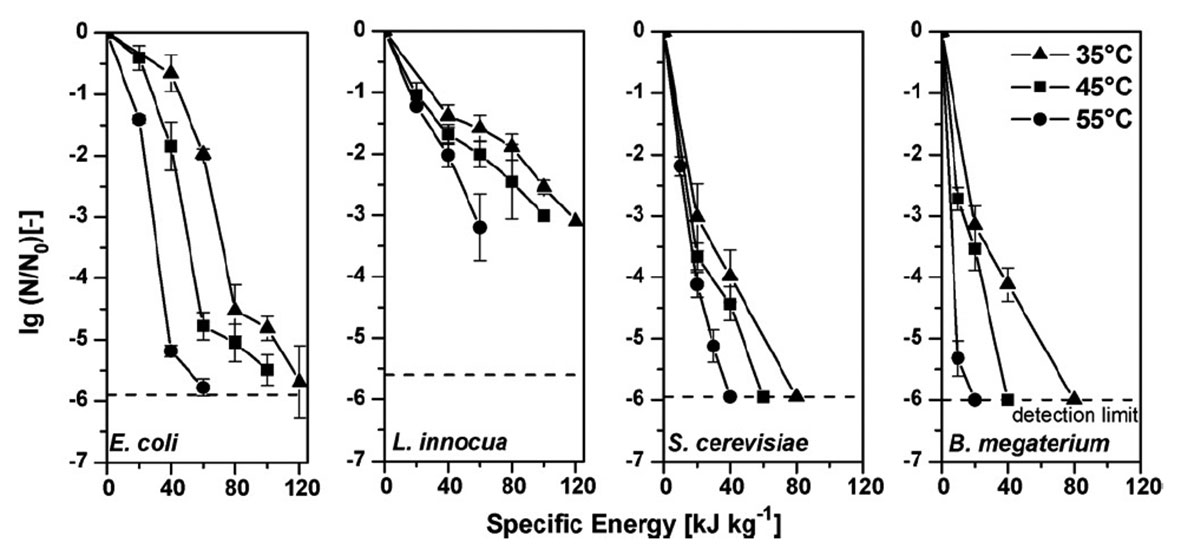
The required intensity of treatment for deactivating microorganisms which cause spoilage in liquid products is significantly influenced by the cell size of the germs in the process. Generally, the larger the cell, the lower the intensity required for a successful treatment. A yeast cell (diameter approx. 10 µm) is considerably easier to inactivate than, for example, a lactobacillus (diameter approx. 1 µm). In addition, the structure of the cell membrane and therefore also the gram behaviour plays a decisive role. Gram-positive bacteria are characterised by their multi-layer peptidoglycan layer. In contrast to this, gram-negative bacteria have a peptidoglycan layer and an additional outer membrane to sufficiently stabilise the cell. Due to the thickness of the membrane, gram-positive bacteria have a considerably higher resistance to the PEF treatment. As a result, a higher energy input is required to inactivate these cells.
In a large number of tests it was also determined that an electroporation of microorganisms at increased temperatures requires a lower intensity than at lower temperatures (see Figure 2), as the membrane is considerably more flexible. This is utilised in the PEF process. The product to be treated is first thermally heated to approximately 30 – 40 °C before the actual PEF treatment is carried out.
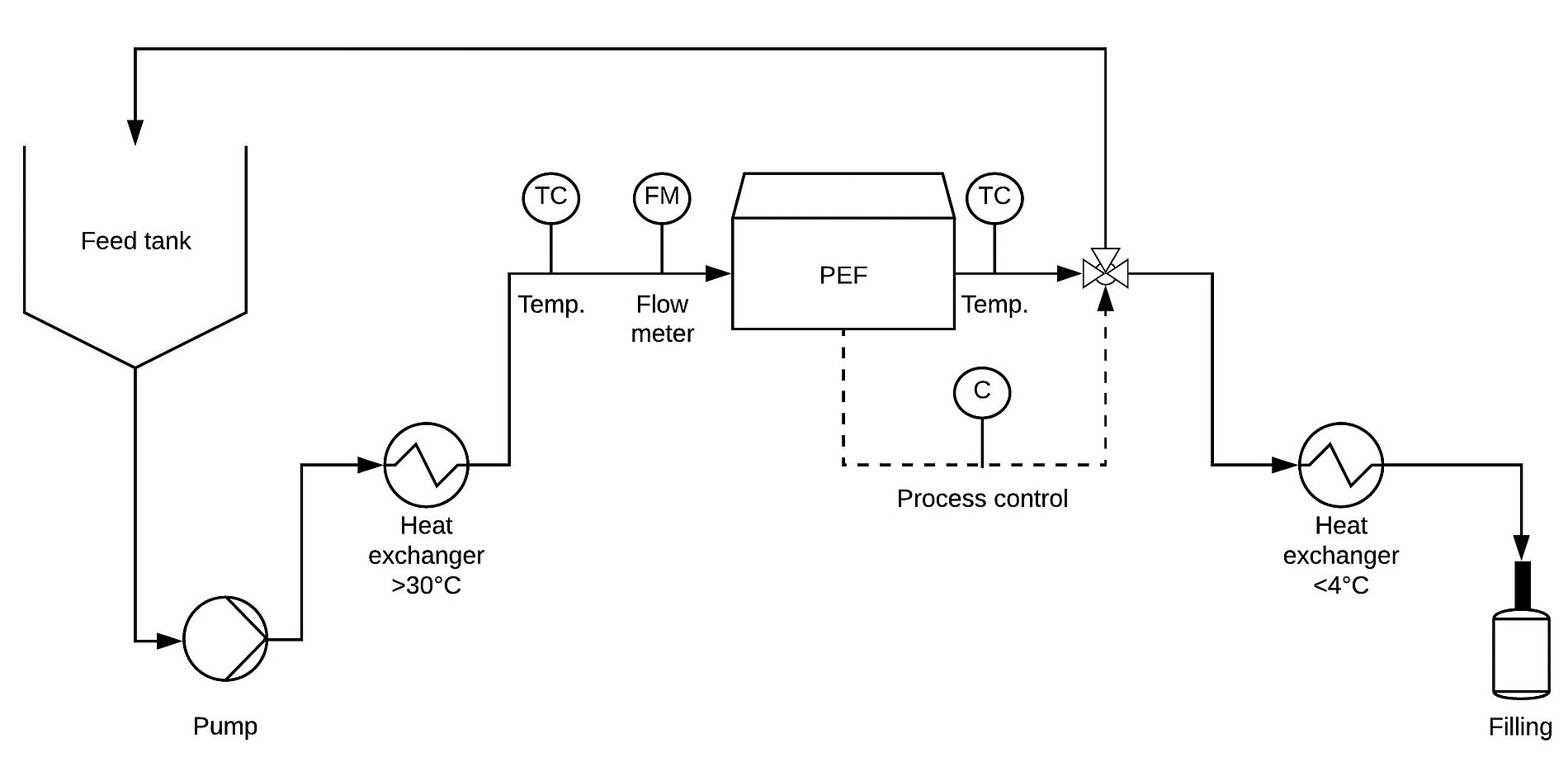
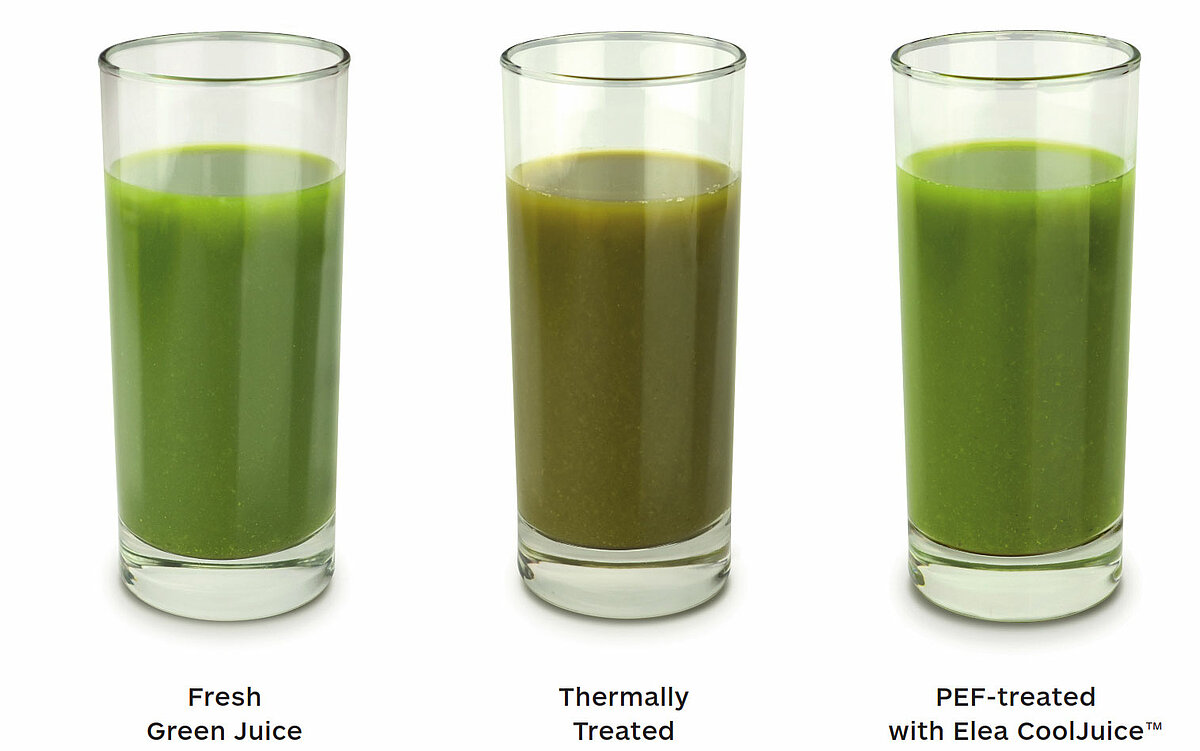
As the cell membrane is considerably more sensitive to the PEF treatment at these temperatures, less energy is required from the pulse generator to successfully kill the cell. The energy input by the PEF treatment results in a short-term increase in the product temperature which, however, is generally considerably below the pasteurisation temperature and - with just a few seconds – the dwell time at increased temperatures is also considerably shorter. Direct cooling of the product within the process following PEF treatment (see Figure 3) prevents dwelling at increased temperatures and ensures an optimum retention of the fresh character.
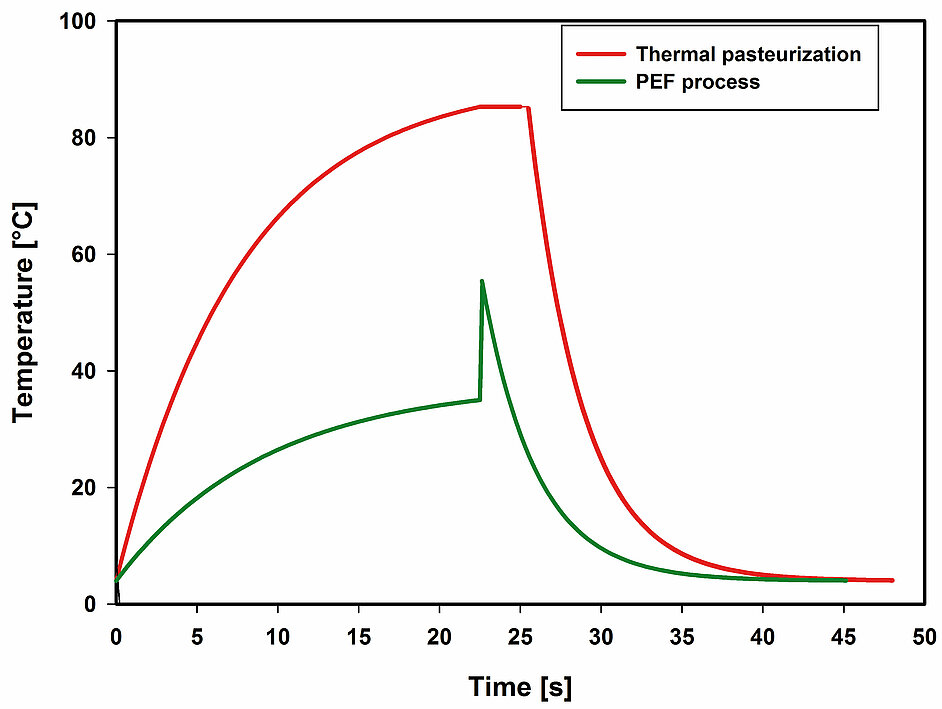
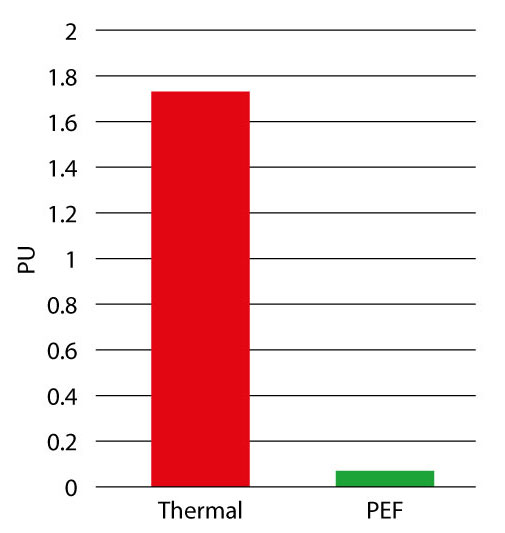
The temperature-time profile resulting from the process is shown in Figure 4 (see Page 4) and the corresponding thermal load of the product in Pasteur units (see Figure 5, see Page 4) is calculated through integration of the respective area. The Pasteur value of the PEF treatment is considerably lower compared to the thermal treatment. The strain of the product by the PEF treatment is therefore only a fraction of that of a thermal pasteurisation, hence better preserves sensitive flavours and nutrients and enables a higher product quality to be achieved.
The achievable shelf life is highly dependent on the treatment intensity, the pH of the product, the conductivity and the prevalent spoilage-causing microorganisms. With a mild treatment, the shelf life can be extended by a few days to weeks, while with a strong treatment a shelf life of several weeks and months can be achieved. In numerous sensory tests, it was generally not possible to determine any decisive difference between untreated and PEF-treated juices. However, with a comparable thermal treatment, a considerable loss of flavour as well as colour can be recognised.
But the advantages of the PEF treatment are not only achieved in the area of product quality, but also in production. An extension of the shelf life makes production planning easier and extends the range of the products tremendously. If the freshly produced juice had a shelf life of up to 5 days beforehand, a considerably longer storability can be achieved with PEF treatment without negatively affecting the quality. Due to the extended shelf life, supermarkets can be served from the warehouse. Another advantage is that, as a result of the increased storage stability, fewer product changes must be carried out within production and therefore the set-up and cleaning times are shortened, which in turn increases flexibility.
The PEF technology is already being successfully used by several manufacturers in Europe and Asia to market premium products. Typical process costs are approximately 1-2 cent per litre.
Inactivation of bacterial endospores
Some bacteria is capable under certain extreme conditions, e.g. lack of nutrients, extreme pH values or temperatures, of transforming into permanent forms, i.e. so-called spores. During this sporulation process the water content in the cell decreases and various mechanisms for protecting the spore are formed. Due to these protective mechanisms, bacterial spores are highly resistant to chemicals, radiation and temperature. Especially products with ingredients which have grown in the ground or which were in contact with the ground can be contaminated with spores.
To inactivate spores, a thermal sterilisation process with temperatures of 121 °C is required for a certain period of time. On the one hand, these high temperatures kill the spores and, on the other hand, they have a decidedly negative impact on the product quality. An alternative method for reducing the spore concentration is PEF.
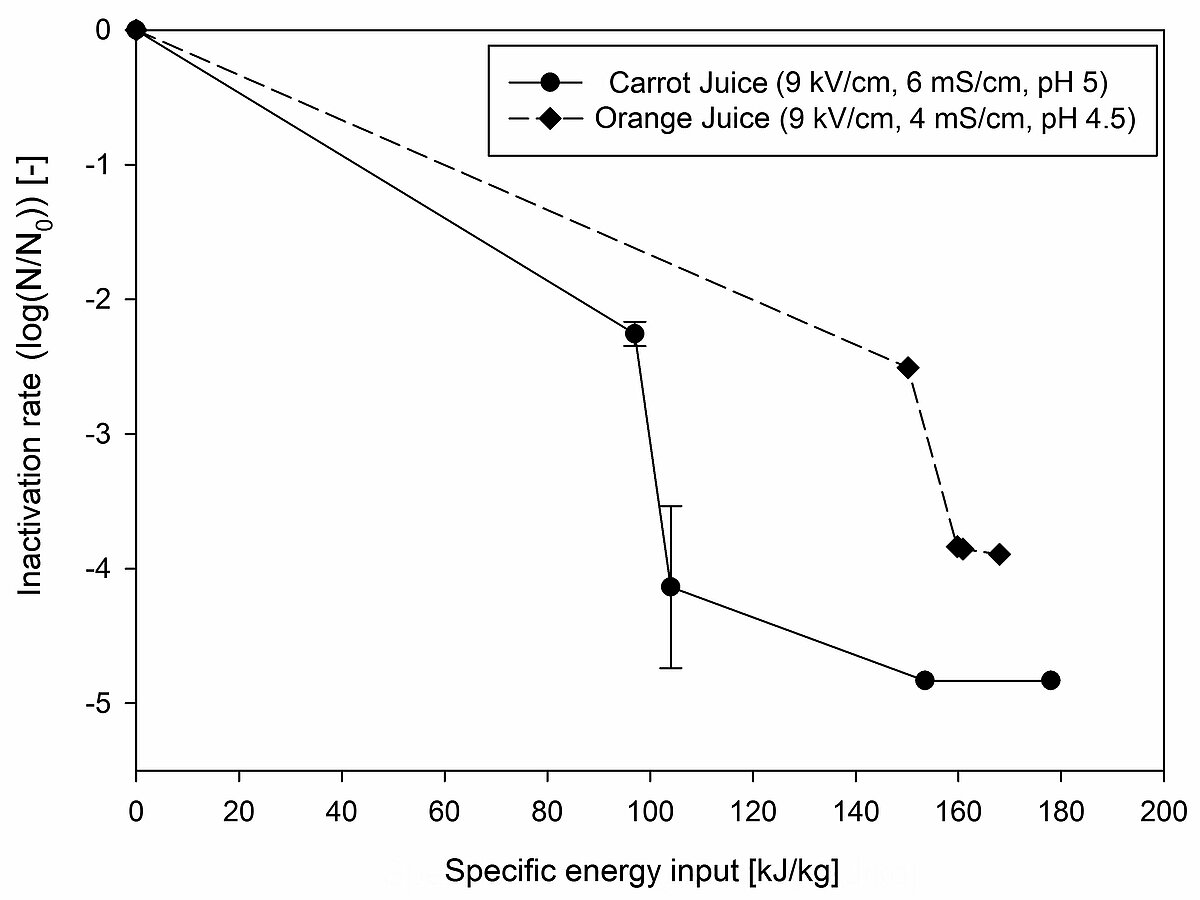
For PEF treatment of product contaminated with spores, a preheating step to approx. 80 °C is necessary for successful inactivation. With the energy input during the PEF treatment, a rapid temperature jump over 100 °C results. Compared to a classic sterilisation, the thermal load for the product is considerably lower. This lower thermal load has a positive effect on the quality characteristics of the product. Despite the reduced temperature effect, the same microbiological effect of killing spores is achieved. For example, several log levels of Alicyclobacillus acidoterrestris in orange juice and carrot juice can be achieved in dependence on the specific energy (Figure 6). In both cases the detection limit can be achieved with an energy input of 160 kJ/kg in each case. In particular thermoacidophile bacteria, e.g. A. acidoterrestris, which can also form spores, are especially important for the fruit juice industry. Due to their increased resistance, a high temperature and a relatively long temperature holding time must be used for a purely thermal inactivation. The PEF treatment can be used for both the vegetative germs (see the chapter “Reduction of vegetative germs”) and for the spores. In both cases, the thermal load is considerably lower compared to a thermal method, enabling the valuable ingredients and the flavour to be retained.
Use of PEF in the snack industry
Pulsed electric fields have been used successfully in the potato-processing snack industry since 2010. Here the two main applications can be found in French fry and chips production.
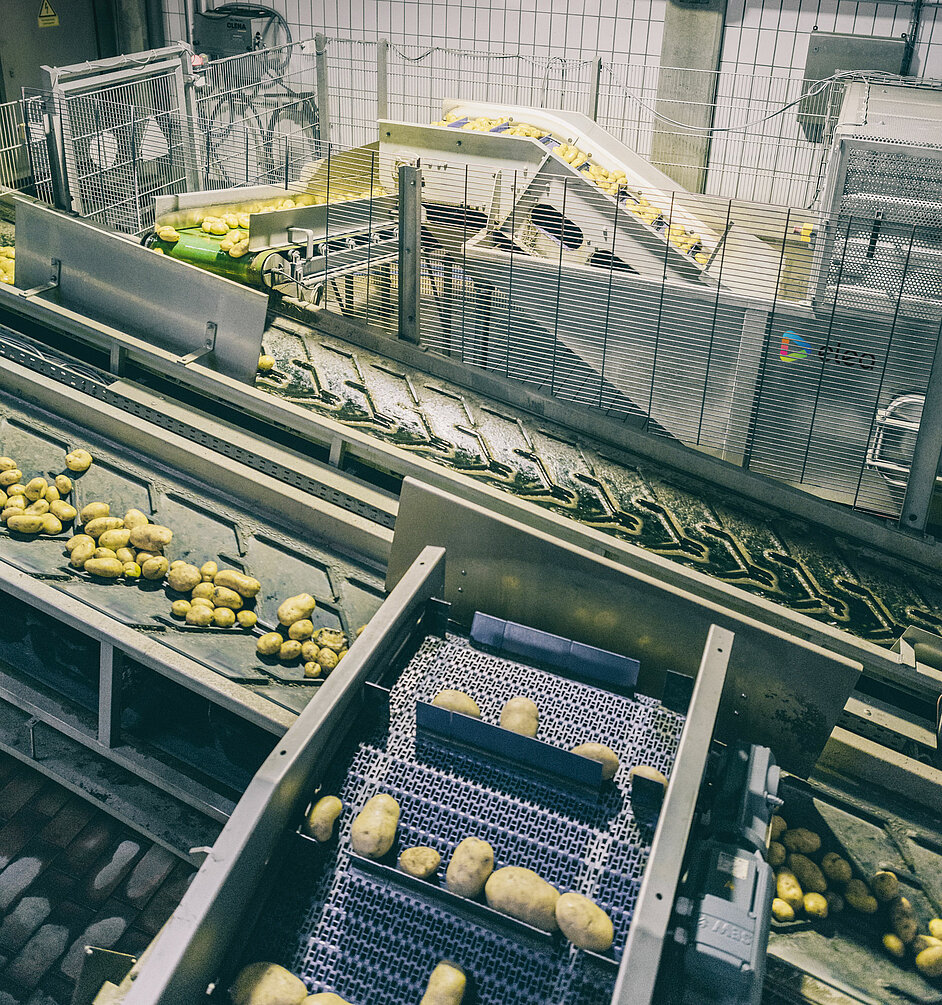
In the potato industry, a pre-heater (pre-heating blanching device) is generally used with which the potatoes are heated to approx. 65 °C for up to 45 minutes in order to soften them and to ensure an improved cutting pattern. Large quantities of water and energy are required for this purpose. And the disposal of the microbiologically and starch-loaded water often causes problems. In addition, a long start-up and follow-up time is required to fill and empty the pre-heater respectively. This is especially difficult with product changes and unexpected line stops, and often results in the disposal of raw product.
When producing French fries, the PEF technology as pre-treatment before cutting has meanwhile become the standard world-wide. This is based on numerous process and product quality advantages during the entire production process. The treatment of potatoes results in tissue softening due to the discharge of cell fluid and loss of the turgor pressure. The PEF technology replaces the classic pre-heater, therefore reducing the amount of water and energy consumption by up to 90%. In the process, the product is not heated, therefore resulting in fewer microorganisms and starch being present in the process water. The actual treatment only takes a few microseconds and, depending on the line capacity, the dwell time in the PEF system is a total of just 5-8 seconds.
The use of pulsed electric fields also offers other advantages. As the method is a volumetric treatment, all potatoes – regardless of whether they are large or small – are treated uniformly. In the past, small potatoes were already cooked soft after pre-heating, while large potatoes were still hard inside. Due to uniform softening, a smooth cut is achieved; the raw sticks are now more flexible and break less, which leads to an increased yield. Additional quality advantages in the final product are an approximately 10 % lower oil absorption during deep-frying, more even browning and longer French fries.
In chips production the advantages are similar to those for French fry processing, however the quality improvement of the final product is even more pronounced. The cutting pattern improves, resulting in reduced loss of raw material and starch during cutting, leading to a significantly increased yield. The reduced loss of starch is primarily due to the fact that the products softened by the PEF treatment are easier to cut. This in turn results in less mechanical damage by the knives and as a result less starch wash-out on the surface. In addition, fewer chips stick together during deep-frying, eliminating the need to reject them.
As chips have a considerably larger surface relative to their weight than French fries and are deep-fried longer, the oil reduction is even higher with up to 20%, depending on the cut, the raw product and the deep-frying process. The latter plays a special role in the improvement of the product quality. The opening of the cells and the increased amount of water given off enable deep-frying parameters, such as oil temperature and time, to be optimised. The increased efficiency of the deep-frying process has a major effect on the oil content, the colour and the crunchiness of the final product.

Especially the colour and the accompanying acrylamide content for the currently popular vegetable chips made, for example, of sweet potatoes, carrots, parsnips or red beets, is an important quality characteristic which can be improved by optimising the deep-frying process.
In addition, the uniform softening of the raw product opens up new possibilities for cutting the products. In French fry production now shapes like spiral/twister, waffle or wavy-cut can be realised with considerably reduced losses for a broad range of raw products. In chips production, even greater alternatives are opened up, as now harder vegetables like sweet potatoes, parsnips or red beets can also be processed to form unusual shapes (Figure 8) without breaking. In both cases a greater product diversity therefore results for the user, competitiveness is improved and the production of unusual cuts and/or products is more efficient.
Today more than 50 PEF systems are used in the potato-processing industry world-wide. Typical throughputs for systems in the chips industry lie between 1 and 10 t/h, and in French fry processing the line capacities are considerably higher with 10 – 60 t/h.
Use of PEF for drying
Drying is one of the oldest and most important methods for preserving food. In addition to extending the shelf life and the microbiological stability of the product by lowering the water content during the drying process, the costs for packaging, storage and transport are reduced due to a lower product weight and product volume. However, high drying temperatures can negatively affect the product quality. The PEF technology is a promising new application for optimising the drying process with regard to the drying time, drying temperature and quality aspects for an extremely broad range of food, and in particular for fruit and vegetables.
As described in the chapter “Introduction and effect mechanism”, the cell disruption caused by PEF treatment leads to an increased mass transport within the product. In concrete terms, for the drying of food this means that electroporation opens the cell membrane and increases the internal diffusion in the product. An improvement in the drying process and/or the product quality is provided for all types of drying (hot-air, freeze, vacuum, microwave and infra-red drying, etc.).
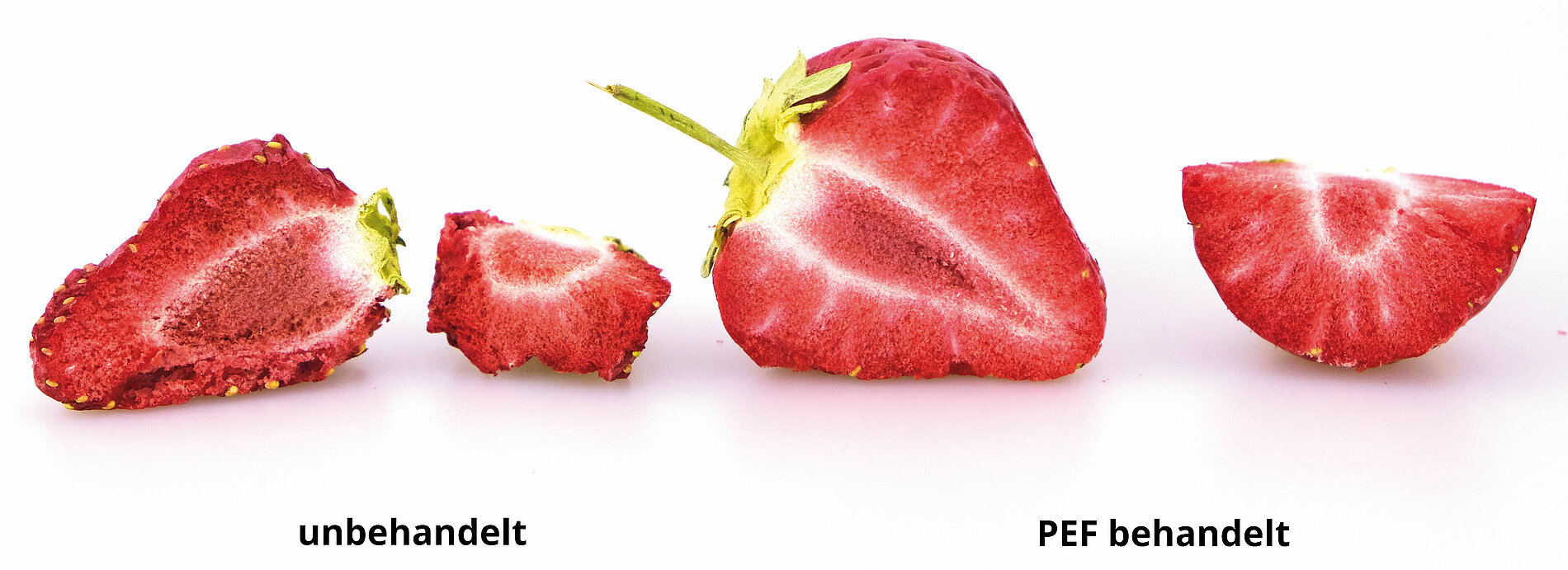
In accordance with different products and methods, differences also result with regard to the advantages. The entire product is generally treated with PEF, is then cut and finally dried. For freeze-drying with PEF as a pre-treatment, as with the ordinary process, the food can be shock-frozen before drying. Directly following the PEF treatment cell sap exits from the cell. This can diffuse more quickly at the product surface due to the open-pore cell structure, causing more water to be available for evaporation. As a result, in addition to the ordinary diffusion and evaporation pressure, another effect exists which significantly contributes to shorter drying. The high availability of water at the product surface also leads to the third drying phase, i.e. the phase in which the product temperature increases, being reached at a later point in time of drying. This enables the formation of a crust and quality loss to be avoided. Furthermore, the entire drying process can be optimised. For example, the temperature at the start of drying can be increased to shorten the process or the temperature in the final drying segment is lowered to obtain improved quality (colour, ingredients and shape). For example, for convective drying of onions, this results in an approx. 20 % shorter drying time with a temperature reduction of 10 °C in the last drying segment. Especially for freeze, vacuum, microwave or infra-red drying, a pretreatment with PEF results in a reduction of product shrinkage and in an overall considerably more attractive product (also see Figure 10).
In summary, the pretreatment of food, e.g. fruit or vegetables, with pulsed electric fields leads to a higher diffusion coefficient, and therefore to an optimisation of the drying process with regard to temperature and time. This results in quality advantages for many foodstuffs with a greatly differing type of drying through the use of PEF.
Additional applications in food and biotechnology
The main applications of PEF technology are currently in the field of gentle preservation of juices and structure modification of potatoes. However, many other applications in the food industry and biotechnology are described in the pertinent literature and are in some cases already in use in the industry.
PEF for extraction of valuable substances
The principle of electroporation for cell disruption and the resulting discharge of cell sap can be used to extract the cell contents, and in particular valuable substances. Among other things, this can be used for an increased juice yield or acceleration of extraction processes. During juice production, plant cells are generally opened mechanically, thermally or enzymatically to release the cell content (juice). The so-called mash is separated into solid material (pomace) and liquid (juice) using various methods. A physical opening of the cells by means of PEF simplifies the separation of liquids and solids without using heat, extreme mechanical crushing or enzymes. Here the advantage of the use of PEF lies particularly in the homogeneity of the method. In this case the tissue is not only treated on the surface, but all the way through so that all cells - including those inside - are pored during treatment. Two versions are basically suitable for pretreatment:
a) Treatment of the (entire) raw material in a belt system and
b) Treatment of the mash in a continuous tube system.
The use of PEF leads, on the one hand, to an increase in the total yield of valuable ingredients and, on the other hand, process steps can be shortened and new capacities created. For example, the skin and seeds of the grapes are at times fermented with the juice for the production of red wine in order to extract the red colour caused by anthocyanins and polyphenols. Direct pressing would result in a white or rosé coloured wine from red grapes (“Blanc de Noir”). Depending on the grape variety, the extraction process takes up to several weeks. With PEF pretreatment of the mash, the pigments and polyphenols separate out more easily and quickly from the cells. As a result, this process step can be reduced by several days and new tank capacities can be created by the fermentation tanks being freed up earlier.
PEF in biotechnology
Another application for treatment with pulsed electric fields is stress induction for microorganisms. By choosing a lower treatment intensity, the microorganisms in the product are not killed, but are instead stimulated or a stress reaction is triggered. This effect is applied in biotechnology and can be used within fermentation to increase the speed of fermentation and/or to influence the metabolism so that other substances are formed and/or to increase the concentration of a desired substance, e.g. fat or amino acids. An example of this application is the treatment of microalgae. The cultivation of microalgae and the related extraction, so-called downstream processing, is becoming increasingly important – whether it be for the production of the blue dye phycocyanin from spirulina algae or the extraction of polyunsaturated fatty acids. PEF treatment of the algae produces more valuable substances within the cell, which can then be extracted. In addition to growth stimulation of the algae, PEF can be used as a physical cell disruption method. The blue pigment from the spirulina algae is meanwhile present in many products, and as a result the demand for the dye is also increasing. The extraction rate without the use of PEF treatment is 0.2 mg/ml. By using the new technology, it was possible to increase the yield to 66.4 mg/ml. The extraction of polyphenols and the antioxidative capacity of the Scenedesmus algae shows a considerable increase.

PEF for improving peeling behaviour
The influencing of plant cells with PEF is also successfully used to simplify peeling of tomatoes. In the process, the entire tomato is subjected to a PEF treatment, which then makes the skin very easy to separate from the pulp. On an industrial scale, hot steam is used to separate the skin. With approx. 2 kJ/kg, the energy requirement for this treatment is considerably greater compared to a PEF treatment. In addition, the treatment is carried out at room temperature or even lower, enabling negative thermal effects on the quality of the product to be avoided.
Use of PEF in meat processing
In addition to plant cells, animal cells, e.g. meat, can be influenced by PEF treatment. Despite the different structure of meat compared to that of plant cells, PEF also has a positive effect here. Part of the production of marinated meat products, which are often used in so-called ready-to-eat products, is the so-called tumble step. In the process, the meat and the brine or marinade is rolled in a tumbler in a vacuum for a certain time. The PEF treatment changes the structure so that the brine is absorbed more quickly, enabling the tumbling time to be reduced by up to 50%. This increases the effectiveness of the manufacturing process while also achieving a quality improvement with regard to the tenderness.
Influencing of casein micelles as a carrier
Another kind of cells which can be influenced by PEF are casein micelles. Based on their structure, the micelles isolated from milk have a hydrophobic core and a hydrophilic sheath. The cohesion of the micelle results from electrostatic interactions. The treatment of micelles with PEF can change the cohesion of the micelles so that they open. Hydrophobic substances, such as beta carotene, can accumulate in the hydrophobic areas now exposed. A repeated PEF treatment with higher intensity in turn leads to the micelles closing. As a result, a double PEF treatment with different intensities and the addition of a hydrophobic substance can be used to produce casein micelles with a hydrophobic substance in their interior. These micelles loaded with hydrophobic vitamins can now be used in low-fat products in which they could not have been introduced without the micelles as a carrier. This application of the PEF technology enables low-fat products to be provided with lipophilic vitamins.
The additional applications for PEF treatment briefly described are extremely diverse and impressively demonstrate the potential of this technology. Due to the continuous development of not only the food market, but also the pharmaceutical industry, additional applications for the PEF technology will result in future.
Equipment design
Industrial systems for treating food consist of a pulse modulator for providing high-voltage pulses and a treatment unit. Depending on the product (especially the cell size) and the application goal (cell disruption or sterilisation), an electrical field strength in the range of 1 – 30 kV/cm is required. Systems currently available generate pulses with a peak voltage of up to 30 kV. The pulse generation can be produced by direct discharging of an energy storage system via a discharging switch in the treatment unit. However, in many cases transformers or Marx generators are used to amplify pulses produced at a low voltage level (1 – 5 kV) to high voltage. Originally, vacuum tubes or spark gaps were used as discharging switches. Meanwhile, semiconductor switches are mainly used which are characterised by a long service life and high achievable pulse repetition rates. Peak currents of several kAs are achieved during a pulse. To avoid an undesirable heating up of the material to be treated, small pulse widths of a few microseconds are used. The required mean system output is dependent on the desired energy input (1 kJ/kg for softening the tissue of potatoes up to 100 kJ/kg during microbial inactivation) and the required treatment capacity. Mean system outputs in the range of 10 – 100 kW are currently common which allow treatment capacities up to 60 t/h (tissue softening) or 5,000 l/h (microbial decontamination).

The treatment unit consists of at least two electrodes, between which the material to be treated is continually or intermittently subjected to the electrical field. With batch systems, parallel plates with treatment volumes from a few millilitres to litres are primarily used. For the continuous treatment of pumpable media, co-linear or coaxial electrode geometries are often preferred, as they can be integrated well in existing pipes. The treatment of piece products is carried out in belt systems with forced guidance through a pair of electrodes. With regard to the design of the treatment unit, the homogeneity of the treatment is particularly decisive for sterilisation applications. This is dependent on the distribution of the electric field and the flow profile. Stainless steel or titanium are used as electrode materials. Depending on the field strength, plastics such as PE/PP/PEEK/PSU or ceramic materials are used as insulators. To minimise energy losses between the pulse modulator and the treatment unit, coaxial cables with lengths < 15 m are generally used.
The systems are controlled with a process monitoring system. This also enables the determination and storage of process conditions as part of an HACCP concept.
Labelling
With few exceptions - the use of technical methods in the food industry is not generally subject to labelling. However, country or product specific regulations or guidelines may necessitate labelling of the products as treated. In Europe, in particular the Novel Food Regulation and the Food Information Regulation (LMIV) must be observed. Products which have not been manufactured with a common method are subject to the Novel Food Regulation. This means changes to the composition or structure of the food have been made, or its nutritional value, its metabolisation or its content of undesirable substances has been influenced. In isolated cases, this must be checked with literature research and evaluation of the product characteristics. However, existing studies using the example of the preservation of fruit juices and smoothies show no significant changes in the product characteristics. The LMIV requires labelling of a special treatment, provided the omission of such information would be suitable to mislead the buyer. This may be the case when using a method for extending the shelf life so that a designation such as “preserved”, “longer shelf life”, etc. should be specified.
Summary
By using pulsed electric fields (PEF), a targeted cell disruption of membranes of biological cells and microorganisms takes place. The principle of the innovative technology is so-called electroporation, with which the product is subjected to electric pulses by applying a voltage.
Cell disruption of biological materials encourages the mass transport of water, however also of valuable substances, e.g. pigments, out of the cells. In the potato processing industry, advantages result from implementation of this technology with regard to processing and product quality. The induced structural modification enables energy savings, less raw product waste and the ability to develop new products. In the area of drying as well, energy savings can be achieved, just as an improved structural preservation and a more intensive flavour of various fruit and vegetable products. The cell disruption achieved with PEF enables a rapid discharge of water from the cells. In addition, valuable substances, such as cell sap, fatty acids, amino acids or pigments can also be more easily extracted. Among other things, this is used in juice production, and in particular to support the pressing process, for the extraction of ingredients from microalgae and in wine production.
Considerably smaller cells compared to fruit and vegetable cells are microorganisms, which are also affected by the treatment. As a substitute for thermal pasteurisation, PEF enables microbiologically stable juice to be produced without a reduction in quality. The germs which cause spoilage are inactivated with the physical principle of electroporation. As a result, the thermal load for the products is low, providing major quality advantages with regard to flavour and vitamin content. With a suitable combination of thermal energy and PEF, it is possible to inactivate resistant bacterial spores. Here as well, the thermal load is considerably lower compared to purely thermal inactivation.
The systems for PEF treatment generally consist of a pulse modulator and a treatment unit. To treat solid products, e.g. potatoes, the pulse modulator for providing the high-voltage pulses is combined with a treatment belt. By choosing different systems, a current maximum capacity of 60 t/h can be achieved. For the area of gentle microbial decontamination of juice products, the treatment cells, consisting of two electrodes and an insulator, are integrated in a tube. The current maximum capacity is 5,000 l/h, whereby higher flow rates can be achieved by installing several systems.
In summary it is apparent that the technology of the pulsed electric fields (PEF) is used not only in various areas of the food industry, but also in biotechnology. The possible advantages resulting from PEF treatment can be found in the area of the respective process, e.g. energy savings, and with regard to product quality, such as flavour or texture.
Contact:
Carola K. Herbst, Project Manager, Competence Center Food (Fachzentrum Lebensmittel), DLG e.V., C.Herbst@DLG.org