Notes on operating waste air cleaning facilities for pig farming
DLG Expert Knowledge Series 403
1. Introduction
Waste air cleaning of piggeries has been an issue in pig housing construction for years now. It was conceived as a possibility to allow pig farms located close to residential developments or nature conservation areas to develop further. If a local farm was to be expanded, the costs of the filter could be set against the costs of developing a new location. For a long time this was not an issue for new greenfield locations.
As a result of the increasing intensity of animal husbandry in some districts, as well as the higher requirements for distance from nature conservation areas, waste air filters are increasingly being specified for new farm locations. Moreover, since 2013 waste air filters have been made mandatory in general for force-ventilated pig husbandry facilities in accordance with Column G of the 4th German Clean Air Act (BImSchV) in North Rhine-Westphalia and Lower Saxony. Other German states such as Schleswig-Holstein have followed already or are planning similar decrees.

DLG tested waste air cleaning facilities in the 1980s and has been certifying installations in accordance with the DLG-SignumTest since 2004. Then – as now – these tests are carried out with the aim of taking the needs of the permit-issuing authorities, the farmers and the manufacturers into account on equal terms. An independent working group has developed the DLG test framework, building on the “Cloppenburger Leitfaden”, and the efficiency and function of the system are tested on this basis. The boundary values for cleaning performance contained in this framework have been set to cater to the needs of the environment to be protected. Only functioning filter facilities can protect the new animal housing buildings against complaints. If animal husbandry is brought into disrepute because of faulty filters, it would no longer be possible to build any new animal housing units at difficult locations, even using this technology.
This Expert Knowledge Series pamphlet summarises the most important aspects of waste air cleaning in pig farming. From the description of the various methods to possible ways of documentation, the pamphlet also contains valuable tips on reducing operating costs. Waste air cleaning facilities have to match the respective animal housing and the local situation. The helpful hints and information are therefore intended to support the farm manager in deciding on the right system. They also aim to show other participants in a permit-issuing process options for and limitations of waste air cleaning facilities in pig husbandry.
2. Essential principles of waste air cleaning
The waste air from force-ventilated piggeries is characterised by fluctuating air flow rates that result essentially from changes in the outdoor climate due to the time of day and seasons, the animal population, the animal size and the associated ventilation regulation in accordance with DIN 18910 [01]. In addition, the type of keeping management and the ventilation as well as the feeding and general piggery management (cleanliness) affect the composition of the waste air from the piggery. Accordingly, it can be assumed that air rates of between 50 and 700 m3/(LU h) apply in pig finishing husbandry. The waste air temperatures are generally between 15 and 30 °C. The relative moisture content fluctuates between 20 and 80 %. In view of the relatively high air rates, the waste air only contains comparatively low concentrations of odour substances (200 – 4000 odour units per m3), total dust (0.5 – 3 mg/m3) and ammonia (2 – 20 ppm). Furthermore, the waste air also contains further trace gases such as carbon dioxide, hydrogen sulphide, methane and others. The trace gas concentrations can rise considerably in the case of under-floor venting, heavily soiled slatted floors, and when certain by-products are used as feedstuffs.
For the waste air cleaning it is fundamentally important for the air flow to be uniform across the exchange areas. In this connection the structural prerequisites should be created and the arrangement of the fans and their control should be coordinated. Unnecessary air diversions, inadequate distances between fans and the first exchange area (in pressure operation), insufficiently sized pressure chambers prior to entry into the first exchange area or very uneven operation of fans should therefore be avoided (see also Chapter 6). In the case of suction operation (fans connected in series), as well as ensuring sufficient distance from the last exchange area, it is important above all that the fans are corrosion-resistant, as under certain circumstances if the system is operated wrongly corrosive gases and aerosols can be released from the waste air cleaning facility.
In pig farming, biofilters, waste air scrubbers and combined methods are mainly used to separate odour substances, dust and ammonia (Chapter 3). In all the methods mentioned, the waste air contents are transferred from the gas phase to the water phase over large exchange areas that are kept moist. In the case of biofilters, the biofilter material, which is always to be kept damp, represents the exchange area. In the case of waste air scrubbers, this task is assumed by the sprayed packing material and the water droplets forming. Exchange areas that are not sufficiently moistened quickly lead to break-through of the raw gas and can play a crucial role in deterioration of the degree of separation. In the case of waste air scrubbers with enhanced air exit speeds, drip separators are vital as they prevent the washing fluid being entrained into the environment.
In the case of water-soluble waste air contents such as ammonia, the substance transport is increased by enlargement of the exchange area and the highest possible concentration difference between the gas and the liquid phase. As the ammonia concentration in the waste air cannot be increased for reasons of animal welfare and statutory specifications [02], it must therefore be ensured that its concentration in the liquid phase is as low as possible. However, if the waste air is only washed with water, for example, the concentration of ammonia in the washing water rises so that the difference in concentration continues to drop and ultimately no further net transport into the water phase takes place and thus finally no further ammonia separation can be achieved. However, if the dissolved ammonia is bonded chemically (chemo-scrubbers) or converted biologically by microorganisms (biofilters, trickling bed filters, bio-scrubbers), a large concentration gradient is maintained and hence also fast transport of the substance. If the exchange areas are not kept moist, practically no substance transport of trace gases takes place any more. This applies in particular for biofilters that are not kept sufficiently moist, but also for packings in waste air scrubbers that are not uniformly sprinkled.
Nearly all odour substances are less soluble in water than ammonia, and furthermore they are only contained in low concentrations in the waste air. In view of the poorer water solubility, separating odour substances represents a larger problem than separating ammonia. The odour substances dissolved in the water can be broken down by microorganisms. In view of the comparatively low mass flow of odour substances, however, most microorganisms would starve. That is why biofilters in which a part of the “feed” originates from degrading the filter material may be better suited for odour decomposition than waste air scrubbers. A further important aspect in this connection is the dwelling time of the waste air in the waste air cleaning unit. The less water-soluble a substance is, the longer the dwelling time has to be in order to separate the subject substance. The dwelling time in biofilters at 5 – 10 seconds lies well above that of waste air scrubbers with 0.5 – 2 seconds. This aspect too emphasises the better odour separation in properly dimensioned biofilters [03]. It is virtually impossible to separate trace gases that are only very slightly water-soluble, such as methane, with the said dwelling times.
The separation of dusts takes place already in the collection flue through which the waste air is passed to the waste air cleaning facility. Low flow speeds in this area contribute to sedimentation of large dust particles, which should then regularly be removed from the collection flue. It is important that there is no condensation of moisture in the collection flue. As dust frequently contributes to deposits and clogging in water distribution systems and packings, good preliminary separation in the collection flue is advisable. The dust remaining in the waste air and introduced into the waste air cleaning system must encounter a damp surface or drop of water at sufficient speed in order to be separated. The dust elimination can be expected to deteriorate where flow speeds decline. To prevent clogging in the packings, systems for pre-spraying the waste air before it enters the packing are increasingly being used. It should also be taken into account that the packings used display sufficient pore volume (“free volume”) of more than 95 % and they should also be dimensioned such that they are as safe as possible against clogging. If appropriate, different packings can be combined. The separated dust that is initially low in water content and thus not water-soluble is subject to swelling. As it absorbs water, its dimensions and solubility increase. By swelling, the dust can then be at least partially biologically degraded. Due to a chemical reaction, dust constituents containing oil often lead to deposits in the packings that are very difficult to remove. Bioaerosols, i. e. particles of biological origin (bacteria, fungi, spores, cell components) carried by air are often tied to dust particles, so that in the event of effective dust separation it can be expected that bioaerosols are also separated.
For effective waste air cleaning it is also necessary to remove separated substances from the system. In the case of biofilters the filter material must be changed regularly, as it is subject to biological degrading and thus loses function capability. Furthermore, salts accumulate in the filter material and lead to acidification of the filter material. In waste air scrubbers, alongside a reliably operating pH value control, regular sludge removal from the washing water must also be carried out because here too corresponding salts accumulate. The scope of sludge removal necessary depends on the type of method and is generally determined via the electrical conductivity of the washing water. In the case of single-stage waste air scrubbers operating biologically, it can be expected that these generate 5 – 10 times higher washing water requirements than scrubbers that bond ammonia chemically. In the planning of waste air cleaning facilities, the demands made by water legislation concerning handling of substances that may be hazardous to water must be observed. This applies for the waste air cleaning facility itself as well as for necessary inputs, such as acids and lyes, and also storage of the washing water.
3. Overview of methods
3.1 Biofilters
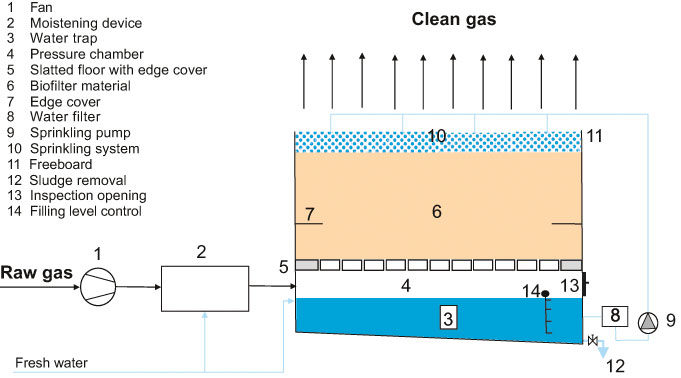
Essentially four methods and corresponding method combinations are used to clean waste air from pig husbandry. Biofilters (Fig. 1) are technical facilities in which the raw gas is distributed by means of fans (1) via a pressure chamber (4) and a corresponding slatted floor (5), and then guided through an organic filter material (6). To avoid wall effects, surrounding rubber lips (7) are generally used and prevent raw gas from passing through if material shrinks. The intermittent moistening can be carried out from a water trap (3), from which the sprinkling water passes through a water filter (8) and is then transferred via a sprinkling pump (9) to the sprinkling system (10). The freeboard (11) is intended to prevent drifting of the sprinkling water caused by strong winds. Preconditioning of the raw gas (2) (cooling, moistening, dust removal) is not generally carried out in animal husbandry. Where a water trap is used, it can also serve to carry out sludge removal from contaminated washing water (12). The evaporation loss can be balanced by feeding in fresh water via a filling level control (14).
Biofilters are suitable for separating odours and dusts in litter-free pig keeping, but not for separating ammonia [03]. When biofilters are kept moist, ammonia is fed back into the filter material and oxidised by microorganisms to form nitrite and nitrate. This leads to a distinct drop in the pH values in the filter material, even as low as below 4. This causes the release of nitrous gases that are reminiscent of a typical „swimming bath odour“. The nitrogen that has just been separated as ammonia would be released again in a different form under these conditions, so that safe nitrogen removal cannot be guaranteed.
A series of DLG-tested trickling bed filters for cleaning waste air from piggeries is currently available on the market [04, 05, 06]. The facilities differ as regards their dimensioning and in many cases feature a pre-spraying arrangement that is generally arranged upstream of the entrance of the raw gas into the packing.
The advantages of single-stage trickling bed filters lie in their compact construction, separation of all relevant parameters and the favourable discharge conditions for clean air. Disadvantages are the considerable quantities of washing water that have to be stored and disposed of. The reliable functioning of trickling bed filters can only be ensured if the required pH value is maintained in the washing water and appropriate sludge removal is carried out.

3.2 Single-stage trickling-bed filters
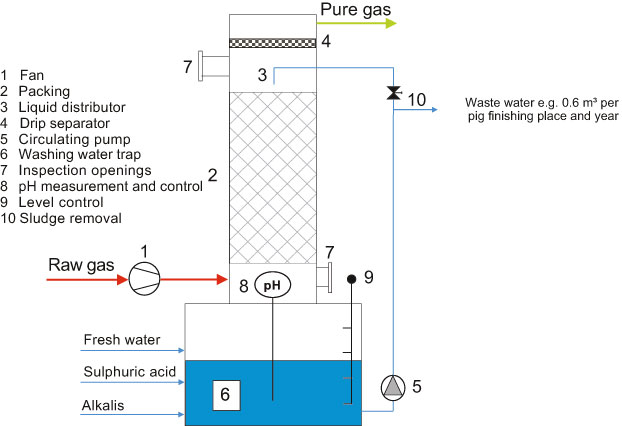
In single-stage trickling bed filters (Fig. 2), the raw gas is guided uniformly across fans (1) over the packings (2), that are permanently sprinkled in counterflow via liquid distributors (3) with washing water via a circulating pump (5) from the washing water trap (6).
The drop separator (4) is used to prevent the release of aerosols from the waste air scrubber. For the trickling bed filter to function properly, it is important to keep the pH level in the washing water in a range of 6.5 – 7, so that generally both acid and alkali dosing with corresponding pH value control (8) can be operated. The pH control also serves as protection against corrosion, which must be taken into account with regard to the construction materials used. Fresh water is fed in regularly to compensate evaporation losses, so that the level in the washing water trap (9) can be maintained constant. Regular sludge removal (10) of contaminated water is crucial for the trickling bed filter to function properly. The sludge removal is generally steered in such a way that partial sludge removal is carried out at a conductivity of 15 – 20 mS/cm in the washing water and the system is then filled up again with fresh water. When single-stage trickling bed filters are operated without washing water treatment (de-nitrification, concentration by membrane methods or the like), washing water use of approx. 0.2 m3 per kg of separated nitrogen can be expected. The washing water can contain considerable concentrations of nitrite, so that in view of the possible water-hazardous nature, it may be necessary to store washing water separately.

3.3 Chemo-scrubbers
Chemo-scrubbers are waste air scrubbers or washing stages in which the washing water is steered to keep a pH value between 3 and 5 by adding acid. Biological reactions such as the breakdown of odour substances or oxidation of ammonia to form nitrite and nitrate (nitrification) practically do not occur. The fundamental structure of a chemo-scrubber corresponds to that of a trickling bed filter (Fig. 2). However, in this case no alkalis are dosed and the waste water generated is lower by a factor of 5-10. Examples of DLG-tested facilities are described in [07, 08].
The advantages of chemo-scrubbers lie in the very efficient separation of ammonia and the possibility of concentrating the washing water (less storage space, higher transport eligibility).
Disadvantages lie in the stocking and storage of acid and washing water, which require greater expenditures due to their water-hazardous nature. Furthermore, the corrosion resistance of all plant components entering into contact with the media must be taken into account.
3.4 Multiple-stage systems
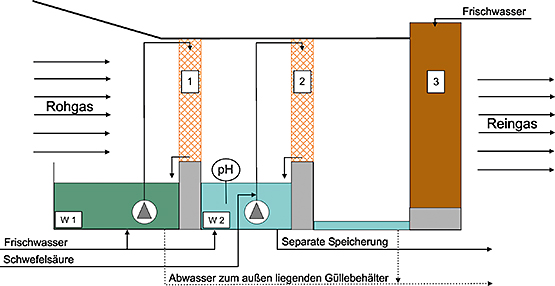
An example of a multiple-stage facility is shown in Fig. 3. The raw gas first flows through an approx. 0.15 m thick washing wall (1), which is permanently sprinkled with water and can also be equipped with a separate supply line with preliminary spraying. In this process stage partial cleaning is carried out to remove odours, ammonia and above all dusts. After this the pre-cleaned air flows through washing wall 2, which is permanently sprinkled with an acid washing solution and is also approx. 0.15 m thick. The pH value in this washing stage is generally kept at pH 5 by adding a dose of acid. In the acid washing stage above all ammonia is separated and concentrated in a comparatively clean washing solution. The last stage of this process is formed by an 0.6 m thick heap of torn root wood (3), in which the odours are largely separated. While from a professional point of view the washing water from the first process stage should be stored in a licensed outdoor slurry tank, a separate storage container is necessary for storing the acid washing solution due to its high concentration of ammonium sulphate. This must be a tank that complies with the water legislation requirements for storing water-hazardous substances. The corrosion resistance of all plant parts entering into contact with all media must be taken into account.
The advantage of multiple-stage methods is that it is possible to optimise separation of the individual components specifically and to guarantee high operational reliability thanks to the multiple stages. The preliminary removal of dust makes it possible to obtain a higher-value ammonium sulphate solution at washing stage 2. The amount of washing water needed by multiple-stage methods with an acid stage is substantially lower than in the case of single-stage trickling bed filters. Disadvantages are above all the higher investment costs, the relatively large amount of space required and the diffuse discharge of the clean gas close to the ground.
There are many other multiple-stage combination methods. In recent years above all new two-stage methods have been developed. These generally operate with one washing stage, with regulation of the pH value, and a subsequent biofilter or a further washing stage. Examples of various DLG-tester method types can be seen at [09, 10, 11, 12].


Figure 6: Three-stage facility indoor/outdoor view (photo DLG)
4. Cleaning performances
In addition to high efficiency levels for total dust, ammonia and odour separation, the DLG-tested methods ensure good operational reliability with proper operation. This comprehensive evidence is frequently lacking for other methods. Investment and operating costs that can differ widely, despite comparable cleaning performances, are quite significant. It is advisable to obtain a number of offers and quotations here. It is also beneficial to visit systems operating in practice.
Waste air cleaning facilities should never be dimensioned too small. The higher the filter area load in m3 air per m2 filter surface and hour is selected, the higher the specific energy consumption. Furthermore, rising operating risks (partial clogging of the exchange areas, raw gas breakthroughs and the like) must be expected. Consequently saving on investment costs can lead to rising operating costs. Waste air cleaning facilities built up on a modular basis can help to reduce costs in the event of large airflow fluctuations. Multiple-stage facilities can offer higher security here than single-stage versions. The requirements of the Clean Air Act and thus of waste air cleaning will continue to rise. One need only think of the risks of release of bio-aerosols here. The requirements made of precipitating fine dust are more likely to increase as well. That is why the possibility of expanding the waste air cleaning system should be considered when deciding on a purchase.
Together with an independent test commission, the Test Center Technology and Farm Inputs of DLG has been conducting tests on the effectiveness of waste air cleaning systems since 2005. In recent years the testing of operational reliability, work safety and consumption values has been developed further. This has led to a DLG SignumTest with a test framework that covers inspection of the complete facility.
In the test phase the efficiency and operational reliability of the waste air cleaning facility must be demonstrated during an eight-week summer and eight-week winter measurement. In addition to continuous measuring of ammonia, up to eight odour and dust measurements are conducted on both the raw gas and clean gas side during this period by an accredited testing agency. The emission reduction for dust (total dust and fine dust PM10) and ammonia must achieve at least 70 %. Furthermore, at least 70 % of the nitrogen separated within the facility must be recovered. This recovery rate is evaluated accordingly in the test report and describes the nitrogen quantity found in the system (washing water) and the clean gas related to the nitrogen burden in the raw gas. In some systems other substances such as harmful nitrous oxides are released. These would not be taken into account if only the ammonia separation were to be considered. The maximum odour emissions from the facility may not exceed 300 odour units per m3 waste air (OU/m3) and the clean gas may not contain any raw gas odour (evaluation: kRw – no raw gas odour perceptible). The restriction to 300 OU/m3 also contains the frequently discussed own odour of the biofilters, which is thus also limited. The only odour measurement that is currently practical is olfactometry. As this displays a comparatively high measuring uncertainty, the parameter “odour” is not expressed in a percentage reduction, but instead given a maximum threshold value.
All measuring results and cleaning performances of DLG-tested waste air cleaning facilities relate to the facility type tested in accordance with the respective design and dimensioning (e. g. sprinkling density, cleaning and sludge removal intervals).
Alongside the cleaning performances, attention is also paid to proper documentation in an electronic operating log (see also Chapter 5). The farmer can thus prove to the public authority, neighbours or company that his facility was operated properly.
In order to be able to relate the cleaning performance to the respective operating costs, the consumption rates of all inputs (acids, lyes, additives) and the energy requirement for the system (pumps, fans) are recorded during the measuring periods and stated in the DLG Test Report. The farmer is thus able to estimate the operating costs of the scrubber type with its cost rates.
Since 2006 altogether 15 waste air cleaning facilities have been certified, including twelve for litter-free pig keeping methods. The separation performances of these facilities are shown in Table 1.
Generally, it can be assumed that the cleaning performances of biological systems keep up very well with chemical systems as regards dust and ammonia separation. In view of the delicate microorganisms, operating biological scrubbers is not without risk. Achievement of the cleaning performances set out in Table 1 requires constant monitoring of the facility during operation. Chemical scrubbers are generally a little more robust in handling during operation. However, by contrast with bio-scrubbers, odour removal is not easily possible in these systems. In order to remove the odour permanently with chemical systems too, an additional downstream bio-stage or biofilter is required.
There are still comparatively few measurements available concerning separation of bio-aerosols. From the research project “BioAluRein” conducted together with various partners from science and the testing sector [15], however, it is already known that high to very high (efficiency > 80 %) retention of relevant microorganisms on bio-aerosols is possible provided they are operated properly, but that performance can fluctuate strongly. This study contradicts the statement that waste air cleaning is itself a source of contamination. On the grounds of the high demand for concrete measuring data, the separation of bio-aerosols will in future be included in the test framework as an option.
Table 1: Overview of all waste air cleaning facilities tested in pig housings without straw (chronological order, test reports in German language)
| Manufacturer and product name | Facility type | Test completed in | EM* total dust | EM* Odour | EM* Ammonia |
| Hagola Biofilter Abluftreinigungssystem | Biofilter | 2007 | 96,4 % | < 300 GE/m³, kRw | Not suitable |
| Dorset B. V. Dorset-Rieselbettfilter | Biological Trickling bed reactor | 2007 | 93,4 % | < 300 GE/m³, kRw | > 90 % |
| Devriecom Kombiwäscher BCA 70/90 | Biological Trickling bed reactor | 2009 | 82,6 % | < 300 GE/m³, kRw | > 90 %** > 70 % |
| Uniqfill Air Chemowäscher + | Chemo-scrubber, two-stage | 2009 | 96,4 % | < 300 GE/m³, kRw | > 80 % |
| I.U.S. GmbH Zweistufige Abluftreinigungsanlage | Biologicalchemical system, two-stage | 2010 | 84,0 % | < 300 GE/m³, kRw | 82,9 % |
| SKOV A/S Bio FLEX 2-Step | Biologicalchemical system, two-stage | 2010 | 81,1 % | Not suitable | 85,4 % |
| SKOV A/S Bio FLEX 3-Step | Biologicalchemical system, three-stage | 2010 | 93,3 % | < 300 GE/m³, kRw | 89,0 % |
| Big Dutchman HelixX (820 mm) | Spray tower scrubber | 2010 | 88,6 % | Not suitable | 86,0 % |
| Big Dutchman HelixX (1090 mm) | Spray tower scrubber | 2011 | 85,0 % | Not suitable | 87,5 % |
| Reventa TriStar (1090 mm) | Spray tower scrubber | 2011 | 85,0 % | Not suitable | 87,5 % |
| Uniqfill Air BV BioCombie | Biological Trickling bed reactor | 2014 | 82,0 % | < 300 GE/m³, kRw | 92,2 % |
| KWB Air BV Kombi Luftwäscher | Biological system, three-stage | 2015 | 74,3 % | Not suitable | 87,8 % |
| Big Dutchman MagixX-Pig+ | Chemical-biological system, three-stage | 2015 | 90,5 % | < 300 GE/m3, kRw | 83,9 % |
| RIMU Agrartechno-logie GmbH Rieselbettreaktor System RIMU | Biological Trickling bed reactor, one-stage | 2015 | 89,0 % | < 300 GE/m3, kRw | 90,5 % |
5. Collection of operating data and electronic farm log
The electronic farm log (EFL) is important for the farmer in order to identify any deviations from normal operation at an early stage and thus save operating costs. Furthermore, it helps him to furnish evidence of due operation of the plant in the event of complaints. All relevant data are recorded continuously and stored for a period of five years. Depending on the cleaning method, operating values such as the following are collected electronically:
- pressure loss across the waste air cleaning facility,
- air throughput,
- respective running times of the pumps installed (not for the biofilter),
- sprinkling or spraying intervals,
- fresh water consumption of the waste air cleaning facility,
- electricity consumption of the waste air cleaning facility,
- water quantity treated for sludge removal and whereabouts (not for the biofilter),
- pH value (not for the biofilter),
- conductivity of the washing water (for scrubbers) and
- raw gas and clean gas temperature (clean gas temp. not for the biofilter).
In addition, operations such as:
- spray pattern monitoring of the sprinkling or spraying facilities,
- calibration of the pH probe,
- maintenance and repair periods and
- filter material changes
as well as the consumption rates of e. g. acid and lyes are recorded manually or electronically in the farm log and in the case of acid use are to be documented with proof of purchase. The operating values are recorded automatically and stored at hourly intervals.
The electronic farm log thus serves for operation monitoring and steering of the waste air cleaning facility for the operator. In the case of deviations from the actual and target values, correction measures are to be undertaken, and where appropriate maintenance and cleaning work are to be carried out in order to ensure continued proper operation.
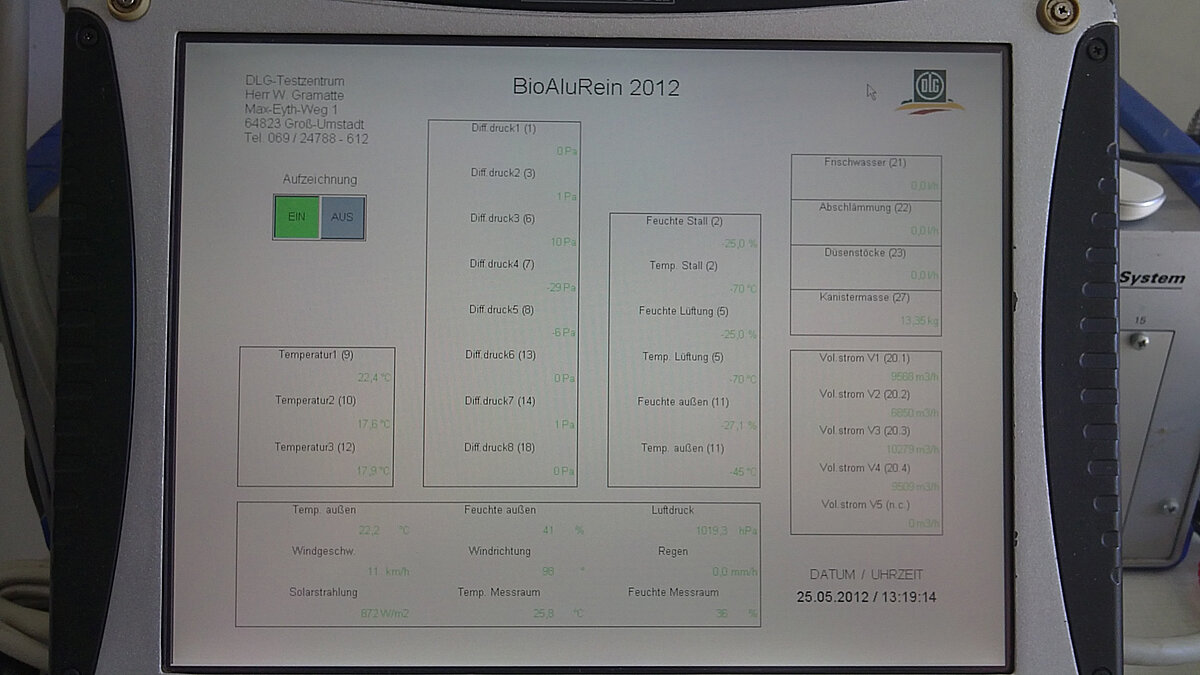
Nowadays, the electronic farm logs are mainly integrated into the facility control and equipped with touch panels that allow a fast overview of the current operating condition. The memory unit is generally equipped with an SD card shaft, via which the stored data can be read out by authorised persons e. g. in CSV or Excel format. Permit-issuing authorities are increasingly making use of this within the context of their surveillance activities. In conjunction with corresponding maintenance contracts, the facilities can also be monitored online by the manufacturing companies. They provide the operators with tips on appropriate intervention and fault corrections, or the manufacturers carry out this work themselves on site.
The facility monitoring with the aid of the EFL should be used by the operator to optimise operating costs too. The increase in pressure loss across the entire waste air cleaning facility, or for individual stages in the case of multiple-stage facilities, can be read out from the EFL. The pressure increase in trickling bed reactors and multiple-stage methods reacts very sensitively to the degree of soiling of the waste air cleaning facility (WACF). Soiling occurs for instance as a result of dust deposits, in particular as a consequence of incomplete or interrupted sprinkling and due to the clogging of cleaning-active areas with microbially active material. Pressure-stable fans can admittedly compensate such an increase in constant air volume flow for a period, but need increasingly more costly energy to do so. With the help of the EFL, the WACF can thus be run specifically in the range of optimal operating parameters and the cost efficiency of waste air cleaning can thus be improved (see also Chapter 6).
* EM=Emission reduction
** Only applies with automatic and continuously operated pH value control and with a maximum of 20 mS/cm in the washing water
6. Options for reducing operating costs
6.1 Supply air conditioning
Waste air cleaning facilities are generally designed for the maximum required air change rate with an average full animal population under summer air conditions. The mean air rate on a yearly average is, however, only approx. 48% of the maximum air change rate, which means that the waste air cleaning facility is over-dimensioned for long periods in the year. Against this background measures to condition the supply air are advisable. On the one hand these serve to improve animal welfare (amplitude damping of the piggery indoor temperature), and on the other hand they can lead to a distinct reduction in the investment costs for the waste air cleaning facility. Comprehensive results of a comparative assessment of different cooling systems (high pressure moistening, cooling pads, under-floor feed air management, reference system without cooling) can be found in [13]. According to these studies under-floor supply air systems are particularly efficient in new buildings. They cause only a slight increase in pressure loss and therefore also only require a low energy consumption rate. Thanks to the heat recovery effect additionally achieved, it is possible to save extra construction costs and operating costs. Cooling pads are recommended for retrofitting.
According to the calculations in [14], the use of supply air cooling can lead to savings of about 30% in the air flow rate. Reducing the air flow rate leads to smaller waste air cleaning facilities and to savings in the pumping energy needed for waste air scrubbers. The possible energy saving is stated as 28% for the overall facility. It is also confirmed that the piggery climate is improved by this.
6.2 Harmful gas sources and reduction of these
High and avoidable ammonia and dust loads can increase the operating costs of a waste air cleaning facility substantially. In scrubbers working in biological mode, a pH-value of approx. 6.5–7 must be maintained in the washing water in order to secure proper operation. If biological ammonia oxidation to nitrite and nitrate does not function, the pH value must be set with acid to the stated range. On a purely calculated basis, under these conditions approx. 2.9 kg sulphuric acid would be needed to retain 1 kg ammonia. If biological oxidation takes place, alkalis must be dosed in order to prevent the pH value from dropping into the acid range. Under these conditions the consumption of potassium lye (100%) can add up to up to 4.5 kg per finishing place and year. Against this background it is recommended that the ammonia emissions be kept at a low level as far as possible by internal measures taken inside the piggery. Here, protein-reduced multiple-phase feeding, as far as possible complete cleanliness in the piggery and reduction of emitting surface areas as well as piggery ventilation with the air speeds at emitting surfaces kept as low as possible are to be recommended. High temperatures and air humidity in the piggery, on the other hand, contribute to an increase in ammonia loads. Under-floor venting systems with insufficient distance from the slurry surface also have a negative effect in this connection. Furthermore, it should be considered in the case of waste air scrubbers that with a rising ammonia load, the waste water volume to be stored and disposed of also increases. In the case of scrubbers working in biological mode, a waste water rate of approx. 0.2 m3 per kg separated nitrogen can be expected.
Dusts lead to technical problems in the biologically operating waste air scrubbers and above all in chemically operating washing stages too, due to the fact that they are not completely degraded, and in many cases this can lead to gradual clogging of the free throughput area. At the same air flow rate, halving the free throughput area leads to a fourfold increase in the pressure loss, which is accompanied by an increase in fan energy consumption. Against this background it is advisable to reduce the dust loads as far as possible. Relevant measures in this connection are to address the nature of feeding (dry feeding, wet feeding), the air speed (high air speeds entrain dust particles), cleanliness in the piggery (feed residues) and other factors. A sufficiently dimensioned collection flue can also be used for dust sedimentation if it is properly dimensioned and the flow speeds allow dust sedimentation. It is also to be noted that the packings have to be cleaned more frequently if the dust loads are high, so that the pressure loss does not rise excessively.
6.3 Filter inflow
As far as possible the waste air should be passed to the waste air cleaning facility at low speed and avoid any sharp deflections. It should flow through the facility as uniformly as possible. Pipe cross-sections in the supply lines that are insufficiently dimensioned lead to higher flow speeds and corresponding pressure losses. High flow speeds also prevent dust sedimentation in collection flues. Where several fans are used in pressure operation, they should be arranged and operated in such a way that uniform flow through the waste air cleaning facility is ensured. In this respect synchronous triggering of the fans should be assessed more favourably than non-synchronous triggering. The pressure chamber mounted upstream of the first exchange area should be sufficiently dimensioned so that the raw gas can spread uniformly before it flows through the exchange area. Small distances between fans or even direct “blowing on” by fans not operating synchronously would not meet these requirements, however. In suction operation, not only good drop separation but also sufficient distances of the fans from the drop separators should be taken into account. This recommendation results from the risk of entraining drops and corresponding corrosion problems, as well as from the fact that if the distances are too small, it is not possible for the air to flow through the exchange areas uniformly.
6.4 Pre-spraying and sprinkling
Packings can clog up gradually as a result of excessive dust introduction or high organic loads that lead to biomass developing (Fig. 8).


Figure 8a+8b: Partially clogged packings (photos Dr. Hahne, DLG)
Accordingly, the dust introduction and the introduction of organic loads should be limited as far as possible. For example, high organic loads can occur if food residues are fed that have already begun to ferment and release easily volatile fatty acids, which also contribute to an increase in odour release.
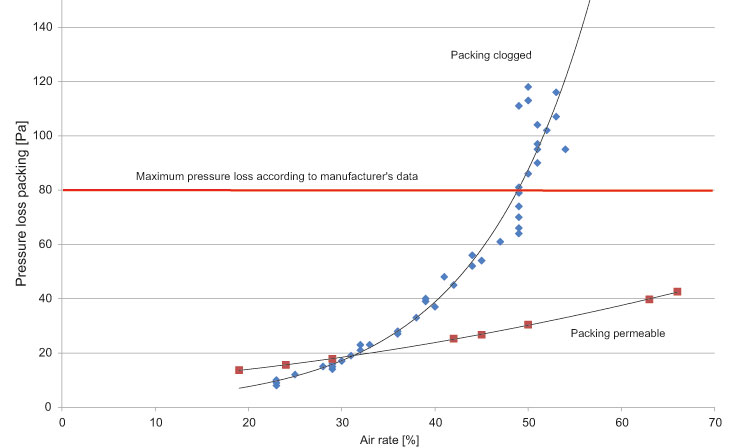
If a packing clogs gradually, the energy consumption necessary to convey a defined air volume rises considerably (see Fig. 9). In addition to the measures stated, preliminary spraying can also be helpful in order to prevent clogging. The preliminary spraying unit is installed either in the supply air duct or in the pressure chamber prior to entry into the first packing. Functioning preliminary spraying can wash out the deposits in the entrance area of the packing or even prevent deposits. Experience has shown that otherwise dry zones repeatedly form here that then very quickly tend to clog and are no longer available for the substance exchange. This can be all the more critical in packings, the thicker the packing is, because the clogged area also leads to inactivating of the area above the affected place. The preliminary spraying can also help to raise the air moisture content and thus counteract the development of dry zones. In systems without preliminary spraying, attempts are often made to avoid clogging by increasing the water quantity. However, these considerable water quantities would not be necessary to balance evaporation losses or to carry away the separated trace gases and dusts. Generally, in order to limit operating costs it is advisable to pay attention to changes in the pressure loss at certain air rates and where appropriate to clean the facility when the pressure losses stated as customary by the manufacturer are exceeded.
6.5 Reducing the amount of washing water generated
The volume of washing water generated by waste air cleaning facilities is essentially determined by the ammonia introduction. This in turn means that all measures that contribute to reducing ammonia emissions from the piggery also reduce the amount of washing water generated. Relevant options for reducing the release of ammonia from the piggery include needs-driven and protein-adapted feeding, cleanliness, and properly designed and operated ventilation. Under-floor venting systems can lead to higher ammonia emissions.
It is fundamentally necessary to distinguish between chemically operating and biologically operating washing stages. In chemical washing stages, sulphuric acid is predominantly used to acidify the washing water in order to be able to bind the ammonia from the waste air in the highest possible concentrated ammonium sulphate concentration. A limiting factor here is often not the separation of salts, but instead the dust entrained with the ammonia that can lead to process engineering problems if it is concentrated too strongly. That is why further savings here will only be possible with a separation unit for dust and particles (water filter, sludge settling basin, floating skimmer). The washing water generated by chemical scrubbers is 5–10 times lower than in biologically operating scrubbers. In biological washing stages considerable washing water quantities are needed because of the ammonia loads from the piggeries. Generally the nitrogen concentration in the washing water may not exceed 5 kg/m3 for single-stage facilities in proper operation. Alongside the measures stated inside the piggery, saving options here are only conceivable by taking further steps to condition the water, but these are not yet suitable in practice or are still too expensive (situation as at: 2014). These measures include methods such as de-nitrification, in which nitrite and nitrate are eliminated by adding a carbon source and in the absence of dissolved oxygen with formation of molecular nitrogen. Membrane methods to produce nutrient concentrates are currently still at the development stage. A further option is chemical N-elimination in which nitrite and ammonium can be converted to molecular nitrogen using appropriate process conditions.
6.6 Reduction of the pressure losses
The proper dimensioning, uniform inflow over the exchange areas and regular cleaning of the waste air cleaning facility have a substantial effect on the pressure losses of the cleaning facility. Facilities that are too small and are thus designed for an excessively high filter area load (m3 waste air per m² filter area and hour) lead to permanently high pressure losses during operation of the facility. DLG-certified facilities, on the other hand, are dimensioned properly and have demonstrated their operational reliability. The necessity for and significance of uniform inflow have already been described (see filter flow), as well as the significance of preliminary spraying for avoiding clogging, which quickly lead to elevated pressure losses (see preliminary spraying and sprinkling). Especially in the case of biologically operating waste air scrubbers, in the case of elevated dust introduction, formation of dust deposits and biomass from the degradation of these dusts can be expected. The waste air scrubber can therefore only be operated properly if these substances are removed regularly from the scrubber.
Measures to condition the supply air reduced the air flow rate and thus also the filter surface load and can consequently represent an effective instrument for reducing pressure losses.
7. On-farm monitoring and facility maintenance
In order to maintain proper operation of a waste air cleaning facility (WACF) the operator should carry out continuous monitoring and perform simple maintenance and cleaning work himself alongside the maintenance and cleaning work that is carried out by the plant manufacturers in the course of maintenance contracts. For this the facility is to be checked daily by inspecting the most important function areas. The EFL (see Section 5) can provide a supplementary impression of the condition of the WACF via the parameters it records. The on-farm monitoring comprises both the functions of the WACF and the crucial parameters of the piggery climate, which can have a direct disadvantageous to completely threatening effect on the connected animal population, if for example there is a performance interruption in the waste air throughput.
In order to ensure a sustained high level of cleaning performance, the process conditions are to be regulated so that they remain within the scope of the range intended for the specific facility. In this connection it must be ensured that the cleaning-active surfaces (e.g. filter walls, packings, biofilters) are moistened sufficiently, homogenously and over the whole surface. This presupposes that all the lines and ducts, nozzles and drill holes used in the processes to carry water or washing water are kept free of clogging. The operation and performance of pumps that supply the necessary pressure for wetting the cleaning-active areas and maintaining a system-specific sprinkling density must be checked permanently. As washing water evaporates during the cleaning processes, a sufficient filling level in the washing water trap must be ensured – e.g. by a ready-for operation, level-controlled fresh water supply. The washing water in biological scrubbers accumulates dust and nitrogen compounds (ammonia, nitrite, nitrate) and must therefore be subjected to sludge removal in appropriate cycles in order to maintain the microbiological activity as well as to avoid clogging.
A rise in the pH value in the biological scrubber systems due to insufficient sludge removal, or in the case of chemo-scrubbers due to inadequate acid addition and dry packing walls as a consequence of deficient sprinkling can bring about a reduction in the ammonia separation. In multiple-stage systems this can be seen, for example, by algae forming on the light side of the biofilters and composting altogether more quickly. If multiple-stage methods or chemo-scrubbers in trickling bed reactors use pH value controls to support the microbiological activity or to wash acid, the pH value measuring devices and the acid and lye dosing devices are to be checked regularly for proper operation. It is at least equally important to constantly maintain a sufficient quantity of sulphuric acid and lye or buffer. While the operator can regularly calibrate the pH value control himself, acid dosing units should only be serviced by trained expert personnel. If the differential pressure in an WACF rises, this is generally an indication of the start of clogging. In trickling bed reactors, chemo-scrubbers and multiple-stage methods, this can be due to clogging of the cleaning-active surfaces (filter walls) or installations (packings). In the case of biofilters the (desired) microbial activity can bring about composting of the organic material, which leads to material settling that causes higher counter pressures. If the differential pressure rises above the facility-specific target value, drip separators, filter walls and packings must be cleaned. In the case of single-stage biofilters, regular changing of the wood chip layer after one year and in the case of multiple-stage facilities exchange of the torn root wood after five years become necessary in order to counter the consequences of composting, salt enrichment and the tendency to form undesirable secondary gases. If composting takes place more quickly, the bulk material should be exchanged at a correspondingly earlier date. During cleaning of the cleaning-active surfaces, the WACF must be switched off so that the work can be carried out. In husbandry methods operating with an in-out method, shed by shed, these activities can be combined with the servicing period of the piggery and with the ventilation switched off. In continuous husbandry methods, or when the in-out method is operated compartment by compartment, the WACF can be switched off, but the housing ventilation must be operated further as the building is still partly occupied. In any case it is advisable to use the information supplied by the facility manufacturer with regard to maintenance and cleaning work for the selection and proper use of cleaning agents and equipment, or to take advantage of training provided by the manufacturer. Observing the separation performances quoted by the facility manufacturers and generally specified in the approval procedures is an important aspect, as it can be established that the permit-issuing authorities are intensifying the monitoring and surveillance of the separator performance of WACF in animal husbandry.
8. References
[01] DIN 18910-1: 2004-11: Wärmeschutz geschlossener Ställe – Wärmedämmung und Lüftung – Teil 1: Planungs- und Berechnungsgrundlagen für geschlossene zwangsbelüftete Ställe. Beuth Verlag Berlin
[02] ”Tierschutz-Nutztierhaltungsverordnung in der Fassung der Bekanntmachung vom 22. August 2006 (BGBl. I S. 2043), die zuletzt durch Artikel 1 der Verordnung vom 5. Februar 2014 (BGBl. I S. 94) geändert worden ist”. www.gesetze-im-internet.de/tierschnutztv/BJNR275800001.html, accessed on 25.7.2014
[03] DLG-Prüfbericht 5699: Abluftreinigungssystem für die Schweinehaltung, www.dlg-test.de/pbdocs/5699.pdf, accessed on 25.7.2014
[04] DLG-Bericht 5702: Abluftreinigungsanlage Dorset-Rieselbettfilter, www.dlg-test.de/pbdocs/5702.pdf, accessed on 25.7.2014
[05] DLG-Bericht 6178: Biologischer Rieselbettreaktor Biocombie für die Schweinehaltung, www.dlg-test.de/tests/6178.pdf, accessed on 25.7.2014
[06] DLG 5879: Abluftreinigungsanlage “Biologic Clean Air Kombiwäscher BCA 70/90”, www.dlg-test.de/pbdocs/5879.pdf, accessed on 25.7.2014
[07] DLG-Bericht 6051: Abluftreinigungsanlage “Abluftwäscher Rohreinbau”, www.dlg-test.de/pbdocs/6051.pdf, accessed on 25.7.2014
[08] DLG-Bericht 6050: “Abluftreinigungsanlage HelixX”, www.dlg-test.de/pbdocs/6050.pdf, accessed on 25.7.2014
[09] DLG-Bericht 6057: Zweistufige Abluftreinigungsanlage, www.dlg-test.de/pbdocs/6057.pdf, accessed on 25.7.2014
[10] DLG-Bericht 5955: Dreistufige Abluftreinigungsanlage Bio Flex – 3 step (dreistufig) www.dlg-test.de/pbdocs/5955.pdf, accessed on 25.7.2014
[11] DLG-Bericht 6098: Dreistufige Abluftreinigungsanlage Kombi Luftwäscher, www.dlg-test.de/pbdocs/6098.pdf, accessed on 25.7.2014
[12] DLG-Bericht 5880: Chemowäscher (+), www.dlg-test.de/pbdocs/5880.pdf, accessed on 25.7.2014
[13] Joachim Pertagnol: Untersuchung zu verschiedenen Zuluftführungs- und Kühlungsmöglichkeiten in Mastschweineställen. Dissertation Hohenheim 2013
[14] Landesamt für Umwelt, Landwirtschaft und Geologie Sachsen: Energieeffizienz in der Abluftreinigung (Schweinehaltung). Schriftenreihe, Heft 19/2014
[15] Tierärztliche Hochschule Hannover, Abschlussbericht “Prüfung und Bewertung der biologischen Sicherheit von anerkannten Abluftreinigungsanlagen in der Nutztierhaltung” (Kurztitel: BioAluRein), 2013, download.ble.de/07UM003/07UM003_BioAbluftRein_AB.pdf
© Reproduction and transfer of individual sections of text, drawings or photos (including for the purpose of teaching) and the provision of the Expert Knowledge Series 450 in whole or in part for viewing or downloading by third parties only with the prior approval of DLG e.V., Marketing Service Department, Eschborner Landstraße 122, 60489 Frankfurt am Main, Germany, tel. +49 69 24788-209, M.Biallowons@DLG.org