AQUA VIVENDI LTD. MoRoPlant 20 slurry separator
DLG-APPROVED "Separation efficiencies in pig and cattle slurry"

A test mark „DLG-APPROVED for individual criteria“ is awarded for agricultural products which have successfully fulfilled a scope-reduced usability testing conducted by DLG according to independent and recognized evaluation criteria. The test is intended to highlight particular innovations and key criteria of the test object. The test may contain criteria from the DLG test scope for overall tests, or focus on other value-determining characteristics and properties of the test subject. The minimum requirements, test conditions and procedures as well as the evaluation bases of the test results will be specified in consultation with an expert group of DLG. They correspond to the recognized rules of technology, as well as scientific and agricultural knowledge and requirements. The successful testing is concluded with the publication of a test report, as well as the awarding of the test mark which is valid for five years from the date of awarding.
The following test examines the slurry separator MoRoPlant 20 from AQUA VIVENDI LTD. in terms of its separation efficiencies in slurry from finishing pigs and dairy cows. These results are partial results which were obtained within a comprehensive DLG Full Test. The individual tests were based on the VERA protocol on slurry separator technology dated July 2018 and on agreements by the DLG test commission on slurry separation from 2016. Although further measurements were taken on additional parameters such as specific energy input these results were not evaluated by the testers.
Assessment in brief
The separation efficiencies achieved in slurry from finishing pigs and dairy cows by the separator MoRoPlant 20 are listed in Table 1. The results listed herein refer to nutrients separated into solids. Particularly high separation efficiencies were achieved for phosphorus by adding natural flocculants. On account of the high selectivity especially in terms of DM content, the centrate (the separated liquid fraction) falls under Article 6, Paragraph 10 of the German Fertiliser Ordinance (FO), which provides for the possibility of granting a permission to apply DM<2% fertilisers also during ban periods.
Table 1: Summary of test results
| Parameter tested | Finishing pig slurry | Dairy cow slurry | ||
| Test result | Assessment* | Test result | Assessment* | |
| Separation rates | ||||
| Fresh mass (FM) | 13 % | n.r. | 29 % | n.r. |
| Dry matter (DM) | 83 % | + + | 89 % | + + |
| Total Nitrogen (N<sub>total</sub>) | 41 % | + + | 67 % | + + |
| Phosphorus (P<sub>2</sub>O<sub>5</sub>) | 96 % | + + | 92 % | + + |
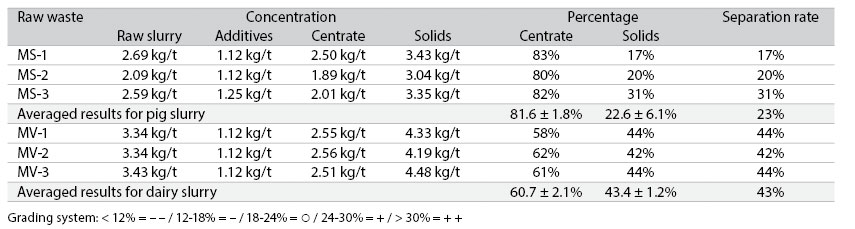
| Kalium (K2O) | 23 % | o | 43 % | + + |
The product
Description and specifications
The test involved the smallest version of the MoRoPlant 20 slurry separator made by AQUA VIVENDI LTD. The system is scalable.
The two-phase separator consists of a 28m long pipe which feeds the raw waste into the system in a permanent stream that is supplied by an external centrifugal pump. Besides, two additives are metered into the liquid flow by proportional injectors which are located in the fourth quarter of the pipe. These additives are flocculant agents. At the end of the pipe, the liquid waste flows into a decanter centrifuge where high drum speeds of approx. 2,500-5,000 rpm generate high centrifugal forces that cause the solids to separate from the substrate. While the liquid centrate is drained through the bottom of the drum and from the container through a pipe, the solids are removed by an auger inside the drum which feeds them to a funnel where they drop into an auger which in turn removes them from the container.
To increase the separation efficiency and optimise the rate of dehydration of the raw waste it is possible to add flocculants to the raw waste liquid. Two additives are used in the MoRoPlant 20 system: clay/mineral bentonite and a blend of vegetable starches obtained from various field crops. Unlike bentonite which is a natural separator, starch uses its adhesive properties to coagulate the solids in the substrate and the bentonite, forming a hydrophobic flake. This process facilitates the next stage of mechanical separation which takes place inside the decanter centrifuge and also increases selectivity.
In addition to that, starch has the property of breaking down Nitrogen compounds, thus improving the efficiency of N separation.
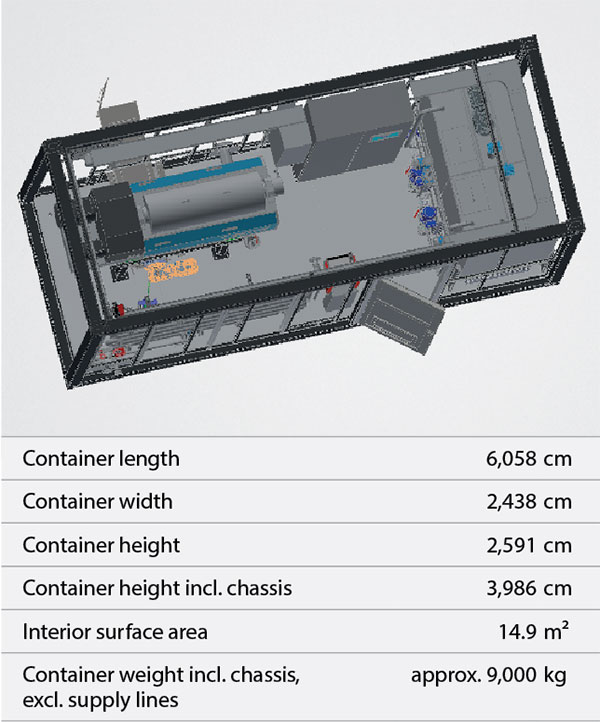
Diagram of the slurry separator MoRoPlant 20
The test set-up
- The separator is a closed system inside a
mobile 20ft container that is mounted on a truck chassis - A 28m pipe leading from the container inlet to the decanter where the biochemical pre-separation process takes place; stainless steel pipes with taps for taking samples from the raw waste liquid and the flocculated waste liquid
- Two 1m3 stainless steel containers that contain
the additives; each has a pump that meters the additive into the pipe - A flow meter (MID) that measures the flow rate
of the raw waste liquid (slurry, digestate or sewage sludge) and the additives 1 and 2 - A NIR sensor that determines online the DM content of the raw waste liquid
- The decanter centrifuge Flottweg Z3E of a theoretical throughput of 10m³/h and an actual separation efficiency of 1,000kg of solids per hour
- The SPS control unit with logbook and remote monitoring module
- A 63amps, 400V power supply
The Method
Material flows
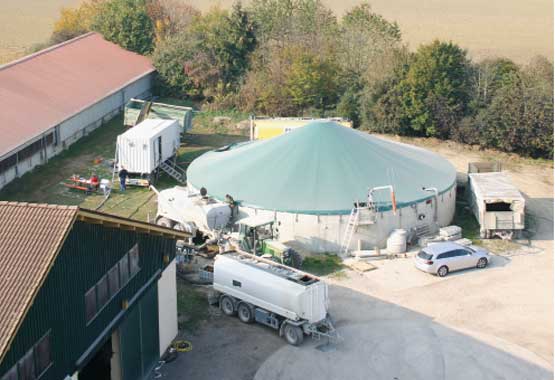
The test involved six separate tests that took place on six different days using three pig slurries and three dairy slurries, each sourced from a different farm. The test was carried out on a large pig finishing farm in Bavaria. On each testing day two slurry tankers supplied the slurry from one of the six test farms. One of the tankers was equipped with a circulation system which pumped the homogenised slurry via a centrifugal pump to the separator. A mobile pump continuously pumped the liquid from the second tanker to the first tanker so that homogenised slurry from the same source was available in sufficient quantities throughout the measurements.
Table 3: Raw waste liquids used
| Testing day | Raw waste | Code | DM content | Animal feed |
| 1 | Finishing pig slurry | MS-1 | 3.7% | Cereals, CCM, shredded soy – grower stage |
| 2 | Finishing pig slurry | MS-2 | (2.5%) | Cereals, CCM, shredded soy – grower stage |
| 3 | Finishing pig slurry | MS-3 | 3.7% | Cereals, CCM, shredded soy, rennet whey – grower stage |
| 4 | Dairy cow slurry | MV-1 | 7.0% | Grass and maize silage, hay, dairy concentrate feeds |
| 5 | Dairy cow slurry | MV-2 | 6.2% | Grass and maize silage, hay, dairy concentrate feeds |
| 6 | Dairy cow slurry | MV-3 | 6.2% | Grass and CCM silage, shredded soy and dairy concentrate feeds |
To determine all flow rates, all flows entering and leaving system were metered. The volumes of raw liquid slurry and additives entering the system were metered with calibrated magnetic-inductive flow meters (MID) that were installed inside the feed lines; the volumes and masses of centrate and solids leaving the system were weighed by filling them into trailers or loaders and weighing these on a calibrated weighbridge. In addition to that, the saturated unit weights of the raw slurry and the additives were determined on each testing day. To determine the throughput of the system, the uptime of the separator was logged and it was found that it was running for at least five hours on each of the six testing days. The minimum uptime as stipulated by the VERA test protocol is five hours. Any failures were recorded and downtimes were taken into account to suit.


Sampling and analysis
On each testing day, five 2-litre samples were taken at 1-hour intervals on the inlet port and on both outlet ports to represent the conditions as they prevailed throughout the length of the test in the nutrient analysis. The raw slurry was sampled from a bypass line that was connected to the feed line downstream from the centrifugal pump (Figure 4); the solid and liquid phases were sampled on the outlets downstream from the centrifuge (Figure 5). Each of the five samples taken from each phase were again mixed in a 10-litre tank at the end of the test. From each of these mixes three samples were taken and immediately frozen. Two of these three samples were sent to the labs for analysis, the third sample was retained as a reserve.
Three different slurry samples taken on three testing days were deep-frozen and sent via express mail to two labs to determine the constituents of the slurry. The labs determined the DM and organic DM contents as well as the levels of total N, NH4-N, total P (P2O5), total K (K2O), Cu and Zn. In addition, the pH levels and C/N ratios were measured for each sample. These measurements were carried out either to the VERA test protocol and the referencing methods laid down therein or to the applicable Lufa methods. The results as shown in the tables of this report are always mean rates that were averaged from the two individual analysis results.
In addition, samples were taken from the additives relative to their individual concentration in the pig slurry and the dairy slurry. These were also sent to the labs for analysis.

Determining the separation efficiencies
The efficiency of a separator is reflected by the percentage of separation. This percentage reflects the amount of constituents separated relative to the amount of constituents fed into the system. The separation rate for the constituents and nutrients in the slurry is obtained by determining the masses and concentration rates of the constituents that remain in the centrate, hence relating to the solids that contain the separated constituents.
Detailed account of the test results
Separation efficiencies
The separation efficiencies were determined for fresh mass, dry matter and the main nutrients. The separation efficiency is affected by the DM content and the percentage of structure material contained in the raw waste with selectivity tending to increase as the DM content increases.
When looking at the results in the tables below it should be taken into account that the measurements and the analysis bear the risk of certain inaccuracies. The percentages of the constituents of the centrate and solids will not add up to 100% in neither of the two fractions as it is hardly possible to recover all constituents.
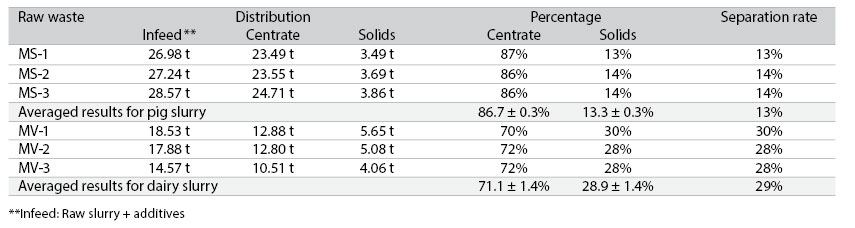
Table 4: Fresh mass separation efficiency
The ratio of additive relative to the fresh mass that was added to the pig slurry to promote separation was 4.4% and 5.3%. Yet to achieve an optimum result in dairy slurry which contains a higher amount of structure, it is necessary to increase the amount of additives to 8.0% and 9.3% relative to the raw liquid slurry.
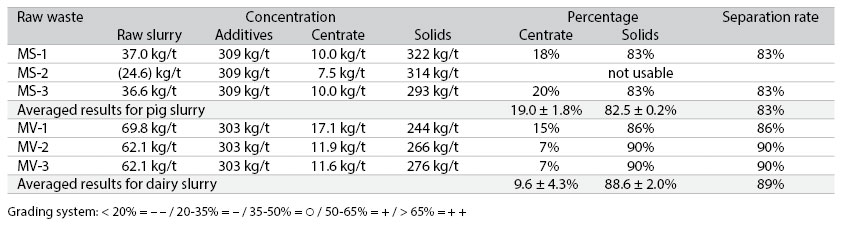
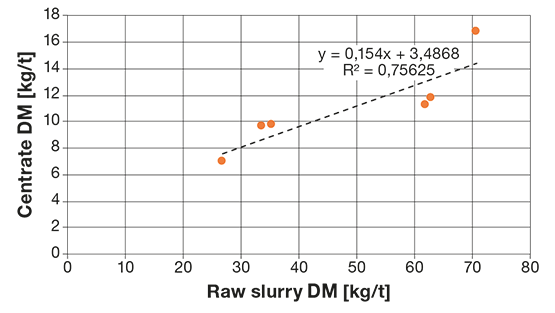
Table 5: Dry matter separation efficiencies
A striking detail in which this system differs from other separation techniques is the fact that it achieves extremely low levels of dry matter in the centrate which is the liquid phase after separation. This means the DM content was always less than 2% in both types of slurry - the pig slurry and the structure-rich dairy slurry. In pig slurry the measurements ranged between 0.8% and 1.0% and in dairy slurry between 1.2% and 1.7%. This is a significant result in view of Article 6, Paragraph 10 of the German Fertiliser Ordinance (2017) of which the following passage will apply: “The authority in charge under federal-state law may also grant permission for the application of fertilisers with an actual dry matter content of less than two per cent within the prohibition periods stipulated in paragraph 8 or 9, provided that no harmful effects to the water are to be expected and provided that no more than 30 kilograms of total nitrogen per hectare are applied during the approved period.”
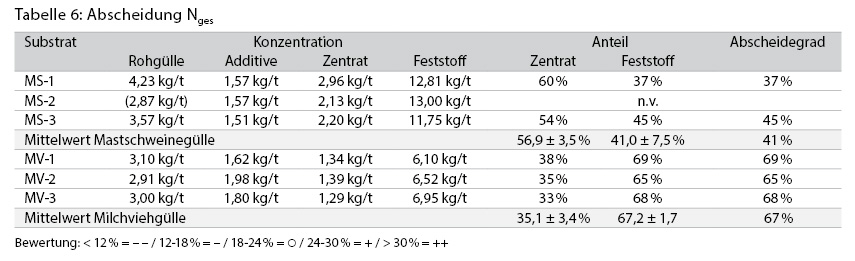

Table 7: Ptotal (P2O5) separation efficiencies
Separation efficiencies of more than 90% in Phosphorus are outstanding. Higher Phosphorus levels in the solids make these a valuable NP fertiliser on the one hand and lead to significantly reduced levels in the centrate, which is a major advantage for specific crops.
Summary
The present partial test determined the separation efficiencies in pig and dairy slurry as achieved by the slurry separator ‘MoRoPlant 20’ from the manufacturer AQUA VIVENDI LTD. The separation efficiency was found to be higher than 80% for dry matter, higher than 40% for nitrogen in pig slurry and higher than 60% in dairy slurry. At more than 90%, the separation efficiencies were particularly high for Phosphorus. The separation efficiency for Potassium was average in pig slurry, but excellent in dairy slurry where the rate was higher than 40%.
In line with Article 6, Paragraph 10 of the German Fertiliser Ordinance (FO) the low DM content of less than 2% may make it possible to obtain a permission from a local authority to apply the centrate also during the ban periods.
Manufacturer and test implementation
Manufacturer and applicant
AQUA VIVENDI LTD.,
Posthaltergasse 2, D-84149 Velden
(to be renamed to BayRoCon soon)
Contact
Tel: +49 (0)8742 91941-6
Fax: +49 (0)8742 91941-7
info@aqua-vivendi.com
www.aqua-vivendi.com
Test implementation
DLG TestService GmbH, Groß-Umstadt location
The tests are conducted on behalf of DLG e.V.
DLG test scope
VERA test protocol for slurry separators, date of issue 07/2018
DLG test framework for slurry separators, date of issue 05/2016
Department
Agriculture
On behalf of the DLG test commission on slurry separators
PD Dr. Andreas Lemmer, Hohenheim University, Bavarian Institute of Agricultural Equipment and Bioenergy
Head of Department
Dr. Ulrich Rubenschuh
Test engineer(s)
Susanne Gäckler *
* Author
Contact
DLG TestService GmbH - Groß-Umstadt location • Max-Eyth-Weg 1 64823 Groß-Umstadt Germany • Tel.: +49(0)69 24 788-611 • tech@DLG.org