Air cleaning system “Bactus”

The approval
The DLG APPROVED FULL TEST quality mark is awarded to agricultural equipment that has passed a comprehensive DLG usability test. A DLG usability test is carried out to independent and recognised test criteria and provides an objective and unbiased assessment of the product and all features considered essential by users. The test comprises individual lab tests as well as field tests in various conditions; in addition to that the product has to prove itself in on-farm applications. The test conditions and procedures are defined by an independent test commission and described in a test framework which defines the parameters for evaluation. Yet the test conditions and procedures as defined are revised on an ongoing basis so they reflect what is acknowledged as the current state of the art as well as the latest scientific findings and also agricultural insights and requirements. After a product has passed the test, a test report is produced and published and the quality mark is awarded to the product and will retain its validity for five years from the date of award.
The air cleaning system “Bactus” from Möller GmbH was submitted to the DLG test for verifying its effectiveness in the reduction of dust, ammonia and odour in emissions from strawless pig houses. To be admitted to the test, the system must meet DIN 18910 standards and comply with the described separation parameters for ammonia, nitrogen and dust for achieving a separation rate of at least 70 % for each of these pollutants.
At the same time, the system must be able to reduce odour to less than 300 odour units (OU) per cubic metre of cleaned air and there must be no perceptible smell of raw gas in the cleaned air. The system had passed a previous DLG test in 2005. This follow-up test became necessary after a number
of modifications were implemented in 2020.
Assessment – Brief Summary
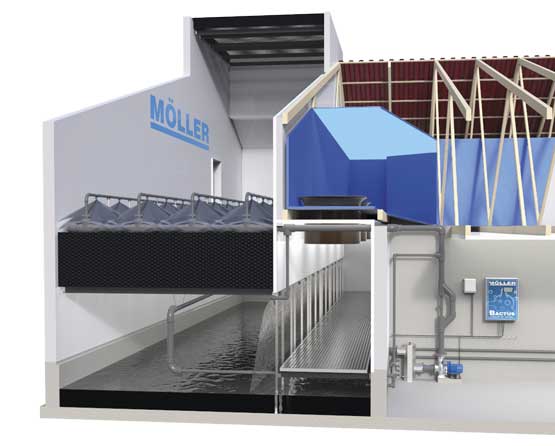
The air cleaning system “Bactus” from Möller GmbH uses a biological single-stage filter bed for the removal of dust, ammonia and odours from strawless pig houses with overhead exhaust systems. The washer operates on the pressure principle, which means that the exhaust air passes a fan as a first step and from here through the scrubber. After receiving an initial spray with water by a nozzle at the entrance to the actual scrubber, the waste air enters the scrubber at floor level and then flows vertically through a horizontal packing which is constantly sprayed with water. The cleaned air then exits the scrubber by passing through a droplet separator.
By spraying the exhaust air with water before it enters the scrubber, the air is further humidified and the coarse dust particles are removed. The actual biological transformation of ammonia and odours takes place in the packing (trickle filter bed) of 90 cm thickness which also captures the dust particles. Next, the air passes through a droplet separator which captures the nitrogen-laden aerosols, thereby also reducing the amount of evaporation.
In the test, the “Bactus” was found to separate at least 80.8 % of the total dust in the winter and 71.2 % in the summer.
The separation rate of PM10 fine dust particles was at least 83.3 % in the winter and 75.0 % in the summer.
The separation rate of ammonia by biological processes was at least 83.5 % in the winter and 83.9 % in the summer. The nitrogen removal rate was 70.5 % in the summer.
With the system operating properly, the odour measurements always produced results of less than 300 OU/m³ and no raw gas was smelled in the cleaned air.
The results are listed in table 1.
Table 1: Measurements on the air cleaning system „Bactus“
| Test criterion | Result | Evaluation* |
|---|---|---|
| Emissions measured | ||
| Total dust (gravimetric) [1] | ||
| Winter (2 measurements): minimum separation rate [%] [2] | 80.8 | ■■■■■ |
| Summer (2 measurements): minimum separation rate [%] [2] | 71.2 | ■■■■■ |
| Fine dust PM10 (gravimetric) [3] | ||
| Winter (2 measurements): minimum separation rate [%] [2], [4] | 83.3 | ■■■■■ |
| Fine dust PM2.5 (gravimetric) [3] | ||
| Winter (2 measurements): minimum separation rate [%] [2], [4] | 75.0 | not evaluated |
| Ammonia (measured continuously for 4 weeks during each test period) | ||
| Winter: minimum separation rate [%] [2] | 83.5 | ■■■■■ |
| Summer: minimum separation rate [%] [2], [5] | 83.9 | ■■■■■ |
| Nitrogen removal [6] | ||
| Summer [%] | 70.5 | ■■■■■ |
| Odour | ||
| Winter (2 measurements) | < 300 OU/m³, no raw gas perceived | ✔ |
| Summer (2 measurements) | < 300 OU/m³, no raw gas perceived | ✔ |
| Consumption rates (mean rates per day and per livestock place and year) [7] | ||
| Total freshwater consumption | ||
| Winter [m³/d] / [m³/(LP · a)] | 3.6 / 1.25 | not evaluated |
| Summer [m³/d] / [m³/(LP · a)] | 4.0 / 1.58 | not evaluated |
| Annual mean [m³/d] / [m³/(LP · a)] | 3.8 / 1.42 | not evaluated |
| Blowdown volume (conductivity controlled) [8] | ||
| Winter [m³/d] / [m³/(LP · a)] | 1.4 / 0.489 | not evaluated |
| Summer [m³/d] / [m³/(LP · a)] | 1.5 / 0.597 | not evaluated |
| Annual mean [m³/d] / [m³/(LP · a)] | 1.5 / 0.543 | not evaluated |
| Acid consumption (96 % sulphuric acid) | ||
| Winter [kg/d] / [kg/(LP · a)] | 3.2 / 1.09 | not evaluated |
| Summer [kg/d] / [kg/(LP · a)] | 8.4 / 3.33 | not evaluated |
| Annual mean [kg/d] / [kg/(LP · a)] | 5.8 / 2.21 | not evaluated |
| N-Lock nitrification inhibitor (pure substance) | ||
| Winter [g/d] / [g/(LP · a)] [9] | 0.0 / 0.0 | not evaluated |
| Summer [g/d] / [g/(LP · a)] [9] | 33.7 / 13.3 | not evaluated |
| Annual mean [g/d] / [g/(LP · a)] [9] | 16.9 / 6.7 | not evaluated |
| Power consumption | ||
| Air washer | ||
| Winter [kWh/d] / [kWh/(LP · a)] | 66.0 / 22.7 | not evaluated |
| Summer [kWh/d] / [kWh/(LP · a)] | 70.9 / 28.0 | not evaluated |
| Annual mean [kWh/d] / [kWh/(LP · a)] | 68.5 / 25.3 | not evaluated |
| Fans | ||
| Winter [kWh/d] / [kWh/(LP · a)] | 22.1 / 7.6 | not evaluated |
| Summer [kWh/d] / [kWh/(LP · a)] | 66.1 / 26.1 | not evaluated |
| Annual mean [kWh/d] / [kWh/(LP · a)] | 44.1 / 16.8 | not evaluated |
* The DLG test framework provides the following options in its evaluation schemes:
■■■ or better = meets, exceeds or clearly exceeds the specified DLG standard,
■■= meets the legal requirements for marketability,
■ = failed
**Evaluation range: Meets the requirement (✔) / Does not meet the requirement (X)
[1] Three total dust measurements were carried out in 2005, the results of which met the DLG requirements. The measurements shown here were obtained in the 2020 follow-up test (winter and summer).
[2] The minimum separation rate for dust is the lowest measurement recorded in the test period. The minimum ammonia separation efficiency is the averaged separation efficiency minus the standard deviation.
[3] Experience has shown that the scrubbing process can lead to the formation of droplets of 2.5 µm to 10 µm in size. This in turn leads to an increase of PM10 particles in the cascade impactor. The PM2.5 particle fraction is not affected as much by this effect and therefore the separation efficiency for this fraction is calculated to be higher than for the PM10 fraction.
[4] As the concentration of pollutants in the waste air was low in the summer, it was not possible to obtain valid measurements under summer conditions.
[5] The clean air measurements in the summer were corrected as per DLG test framework in that ammonia concentrations of less than 1.0 ppm were raised to 1.0 ppm.
[6] One winter measurement on N removal was not plausible. This was probably attributed to inaccurate air flow measurements due to low flow rates or inaccurate water level measurements.
[7] All annual consumption data refer to 365-day system uptime. This approach allows the system to be compared with other systems.
The actual consumption may be lower due to service and downtime periods.
[8] Blowdown was always carried out when conductivity reached its maximum of 20 mS/cm.
[9] These consumption measurements refer to the substance nitrapyrin (17.7 %) of which only relatively small quantities were consumed by the reference system. These rates may be higher in real-life operations.
The Product
Description and technical data
The air cleaning system “Bactus” is a single-stage system with an upstream spray nozzle and a downstream droplet separator for cleaning waste air emissions from strawless pig houses with overhead ventilation.
This system is operated on the pressure principle.
The waste air passes from the animal area into the waste air collecting chamber and is fed by synchronised fans into the scrubbing area after it is sprayed with water for an initial removal of coarse dust particles and humidification. After the waste air enters the scrubber from the bottom it makes a
180° upward turn and is pressed vertically through the 90 cm packing that is arranged at the top.
The biological processes that take place inside this packing oxidise ammonia and odours and remove these from the air flow. The packing is sprinkled with water by a system of nozzles that are arranged above the packing. The water pH is between 6.8 and 7.1 and is controlled by adding acid and a nitrification inhibitor. The water is collected in a sump under the packing. This process/circulating water is pumped back to those nozzles that sprinkle the filter bed.
The filter bed operates on the principle of biological oxidation by intensive interaction of the pollutants with the circulating water on the large 240 m²/m³ specific surface of the packing. The surface areas in the packing are clustered by microorganisms that metabolise the pollutants and generate new biomass, forming a film of biomaterial.
After passing this biological stage, the cleaned air leaves the scrubber, passes through a droplet separator and exits to outdoors. The droplet separator retains the aerosols, thereby reducing the amount of water that would otherwise be lost.
The fans are synchronised, which means all feed identical waste air volumes. The scrubbing system is designed for processing a maximum filter surface load of 1,980 m³/(m² · h). The packing must constantly be sprinkled with process water. This is necessary to ensure a high biological activity and smooth system processes. The sprinkling density for the filter bed must be at least 0.71 m³/(m² · h) in addition to another 0.06 m³/(m² · h) that is generated by the nozzle at the entrance of the scrubber.
The process water pH is between 6.8 and 7.1; its mean half-hour level must be logged to the electronic logbook (ELB). When pH exceeds the permitted maximum, acid is metered into the process water to reduce pH. When pH drops below minimum, a nitrification inhibitor is added to prevent pH from dropping further. As more ammonia enters the systems with the waste air and nitrite and nitrate formation is inhibited, pH increases again. When
pH reaches 6.5, the system automatically starts metering the nitrification inhibitor into the water.
This process is stopped when pH is back at 6.8.
As ammonia is separated and nitrification is taking place the concentration of these particles in the process water increases. The level of pollutants that have accumulated in the process water is measured by a sensor that determines the inductive conductivity of the liquid. This information is logged as mean half-hour values (mS/cm) to the electronic logbook.
For an effective removal of nitrogen in a single-stage biowasher, blowdown is carried out when conductivity reaches 20 mS/cm. This is an automatic routine during which freshwater is topped up as well. Topping up dilutes the process water and reduces its conductivity.
Since scrubbing also leads to increased evaporation, it is necessary to enter the freshwater and blowdown figures to the electronic logbook. The water level is measured electronically by a level sensor. This sensor also helps protecting the circulating pumps from running dry.
After the “Bactus” has been installed, it takes six to eight weeks before the system achieves its full effectiveness in reducing odour particles. This does not apply to ammonia separation and N removal which are pH-controlled processes that set in immediately. The same applies to dust separation.
This means that it is necessary to start controlling the pH level of the process water on the very first day of operation. The same applies when resuming operation after downing the system in the pig finishing or piglet production cycle or for cleaning. To avoid longer start-up phases after the system
was downed (not after cleaning), it is necessary to continue sprinkling the packing during any downtime.
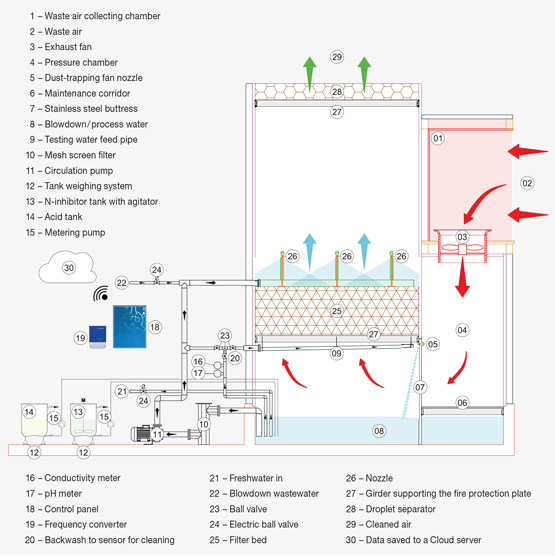
The process is illustrated in figure 2. The major process parameters are listed in table 2.
Warranty
The manufacturer gives a one-year warranty on the system provided this is operated in line with instructions. Installation and maintenance must be carried out by the manufacturer or a specialist company authorised by the manufacturer.
Table 2: Process parameters of the “Bactus” from Möller
| Parameter | Result / Value | |
|---|---|---|
| Description | Single-stage biological air cleaner (filter bed) with droplet separator | |
| Ability | Cleans waste air emissions from strawless pig houses with overhead ventilation and using usual feed by reducing dust, ammonia and odour emissions | |
| Parameters of the reference system (uninterrupted operation) | ||
| Packing | ||
| Filter length / filter width / filter height | [m/m/m] | 14.60 / 3.30 / 0.90 |
| No. of spiral nozzles | [number] | 48 |
| Face area / filter volume | [m²] / [m³] | 48.18 / 43.36 |
| minimum dwell time at summer flow rates | [s] | 1.71 |
| maximum face velocity | [m/s] | 0.53 |
| maximum filter surface load [1] | [m³/(m² · h)] | 1,980 |
| maximum filter volume load [1] | [m³/(m³ · h)] | 2,194 |
| Sprinkling density on the packing | [m³/(m² · h)] | 0.71 |
| Sprinkling density at scrubber entrance | [m³/(m² · h)] | 0.06 |
| Distance between packing and droplet separator | [m] | 6.5 |
| Droplet separator | ||
| Filter length / filter width / filter height | [m/m/m] | 4.60 / 3.30 / 0.30 |
| Face area / filter volume | [m²] / [m³] | 15.18 / 4.55 |
| minimum dwell time at summer flow rates | [s] | 0.18 |
| maximum face velocity | [m/s] | 1.67 |
| maximum filter surface load | [m³/(m² · h)] | 6,000 |
| maximum filter volume load | [m³/(m³ · h)] | 20,000 |
| Blowdown | ||
| Holding tank capacity | [m³] | 29 |
| Average blowdown rate | [m³/(LP · a) | 0.543 |
| Process water pH | [-] | 6.8-7.1 |
| maximum process water conductivity | [mS/cm] | 20 |
| Measurements taken at the reference pig farm (strawless finishing operation with pigs entering, exiting in groups) | ||
| No. of livestock places with continuous occupancy | [heads] | 1,100 |
| Average finishing weight | [kg] | 77.5 |
| Summer air flow rate to DIN 18910 | [m³/h] | 99,000 |
| Installed system waste air flow rate at 40 Pa [2] | [m³/h] | 99,000 |
| maximum pressure loss in the packing at 91,000 m³/h [3] | [Pa] | 10 |
| maximum pressure loss in the droplet separator at 91,000 m³/h [3] | [Pa] | 5 |
| maximum pressure loss in the pig house and scrubber at 91,000 m³/h | [Pa] | 63 |
| Number of fans | [units] | 3 |
| Parameter | Result | Evaluation* |
| Performance | ||
| Reliability | No significant malfunctions were observed during the test periods. The fans must be operated in synch. | ✔ |
| Durability | No significant signs of wear were observed during the test period. | not evaluated |
| Handling | ||
| Operator manual | The manual is detailed and gives a clear overview of the system. All service and maintenance operations and the automatic control system are well explained. | ✔ |
| Operation | Operated to its intended use, the system runs fully automatically. The system operator must inspect the control system on a daily basis. The system must be operated without interruption. | ✔ |
| Maintenance | The manufacturer strongly recommends system operators to sign a maintenance agreement with the manufacturer. Maintenance should be carried out at least once a year. Intervals may vary depending on approval requirements. Operators must check the control system on a daily basis and carry out visual inspections on a weekly basis. These checks and inspections must be logged. | not evaluated |
| Cleaning the entire scrubber | The scrubber is available with an optional malfunction indicator which informs the operator when the pressure difference across the scrubbing system reaches 80 Pa. | not evaluated |
| Replacing the packing | Provided the system is operated and maintained to instructions, the packing material does not require changing (manufacturer information). | not evaluated |
| Workload (manufacturer information) | ||
| Daily checks | approx. 15 minutes | not evaluated |
| Weekly checks | approx. 30 minutes | not evaluated |
| Cleaning the entire scrubber | approx. 4 manhours / year | not evaluated |
| Documentation | ||
| Technical documentation | Requirements fulfilled | ✔ |
| Electronic logbook | Requirements fulfilled | ✔ |
| Safety | ||
| Machine and system safety | Confirmation provided by an accredited work safety surveyor [4] | not evaluated |
| Fire safety | Operators must prepare a fire contingency plan for the pig house as part of the building permit procedure. | not evaluated |
| Environmental safety | The blowdown wastewater can be stored in a slurry tank together with the slurry. It is advised to use the blowdown water for fertilising crops in line with nutrient requirements. The plant operator is responsible for documenting the proper use and application of blowdown water. Any parts or components of the scrubber are disposed of by accredited recycling companies. | not evaluated |
| Warranty | ||
| Manufacturer’s warranty | 1 year warranty from date of delivery | not evaluated |
* Evaluation range: Requirements fulfilled (✔) / not fulfilled (X)
[1] This is the maximum load that is permitted per filter surface area or filter volume. The test produced a comparable measurement.
[2] Shed occupied continuously (pigs entering / exiting in groups).
[3] The pressure drops inside the packing and the droplet separator may vary greatly depending on the number of hours the filter material has been in use and the amount of dust collected in them. Therefore, this figure may be higher in real-life measurements.
[4] The system safety was tested in 2005. Since there have been no significant modifications to the system in the meantime, this aspect was not tested in this test.
The Method
The first test was carried out in a reference plant in the Netherlands (2005 summer measurements). Some of these measurements were approved to District Cloppenburg approval procedures in the same reference operation (winter measurements). The test results were discussed in the DLG Test Report 5702 which is now superseded by this Test Report.
After a number of innovations were introduced to the system (conductivity-based blowdown, process water pH control, etc.), the company applied for repeating the measurements in 2019. These were carried out in winter and summer 2020. The measuring periods were two four-week periods that were agreed on by the DLG Test Commission. The reference system was installed on a pig farm in Lower Saxony. This farm was a 1,100-head finisher operation. The pigs were finished in a continuous operation in strawless houses (entering / exiting in groups).
As this type of system was not yet on the market at the time of testing, it was not possible to survey potential owners of this type of scrubber in parallel to the tests. The scrubber is approved for operating on the pressure principle. The measurements were taken from March to April 2020 (winter measurements) and from June to July 2020 (summer measurements).
The evaluation of the scrubber covered the following parameters:
Dust
The samplings followed the VDI Guideline 2066, Sheet 1 and DIN EN 13284-1. For this purpose, an isokinetic sampling system to Paul Gothe with a 50 mm diameter plane filter head device was installed. A 45 mm diameter glass fibre circular filter served as separating medium.
The fine dust measurements (PM10 and PM2.5) were carried out to VDI Guideline 2066, Sheet 10 and DIN EN ISO 23210. The instrument used was a cascade impactor Johnas II to Paul Gothe with three 50 mm diameter plane filters. The separating medium was again a glass-fibre circular filter, this time of 50 mm diameter. The performance was assessed by measuring the dust load gravimetrically.
The DLG test framework stipulates that the separation efficiency must at least be 70 %. This applies to total dust and fine dust (PM10 fraction). The results of the PM2.5 measurements are merely reported here but not assessed. The minimum separation rate is the smallest rate obtained in all measurements on the sampling days.
Ammonia
The ammonia measurements taken in the waste air and clean air areas of the system were carried out continuously over the entire sampling period by applying FTIR spectroscopy in accordance with KTBL publication 401 and DIN EN 15483, using a measuring cell. To prevent condensation in the sampling PTFE lines, the lines in the clean air system were heated down their full lengths. The plotted results reflect actual measurements. Whenever these were less than 1.0 ppm, the value was raised to 1.0 ppm. This is justified by the measurement uncertainty of the instrument. It is not possible to produce a precise measurement below this limit.
For proving compliance with the Animal Welfare guidelines (TierSchNutztV) (max. 20 ppm NH3 in the animal area), the ammonia concentration was coninuously measured at animal level on the sampling days.
For obtaining DLG approval to the DLG test framework, the system must be able to separate consistently more than 70 % from the exhaust air. This
rate is verified by averaging all measurements and deducting the standard deviation figure from this averaged result.
Aerosol emissions
By sprinkling a scrubber packing with water, the nitrogen-laden aerosols are expelled as ammonium aerosols from the packing and are carried away by the exhaust air flow. This way, nitrogen (N) that was initially separated now returns unintentionally into the ambient air.
The aerosol emissions into the ambient air during the sampling period were measured by a plane filter, with one measurement carried out in the winter period and another in the summer period. For this purpose, two sampling instruments were installed, one of which had a particulate inlet filter that retained the aerosols. The samples were taken in line with VDI Guideline 3496-1 (on measuring gaseous emissions).
According to the DLG test framework, the aerosol output must not exceed 0.50 mg nitrogen per standard cubic metre.
Nitrogen balance and nitrogen removal
The measurements of ammonia removal from the waste air were verified with the help of an N balancing method by considering the ammonia load in
the waste air and the cleaned air as well as the inorganic nitrogen compounds in the wastewater. The N balancing period in the summer was 28 days. In the winter it was not possible to obtain a plausible N balance, because the flow rates were low and the measurements not accurate enough.
In biological washer systems, the process water must be sampled for ammonium (NH4-N), nitrite (NO2-N) and nitrate (NO3-N).
The method for determining the quantity of actually removed N is to ascertain the ratio of inorganic N mass that is removed from the system and of the N load that enters the system with the waste air.
Balancing the nitrogen flows within the plant is important for two reasons:
- because all relevant nitrogen compounds and their whereabouts are documented,
- because the nitrogen content of the blowdown wastewater is determined and its fertiliser levels are quantified.
The DLG test framework stipulates a nitrogen balance and N removal rate of at least 70 % during the winter and summer measurements.
The test framework stipulates a nitrogen recovery rate (N balance) of 80 % minimum and 120 % maximum.
Odour
The odour concentration was determined with the help of dynamic olfactometry to DIN EN 13725, using the yes/no method by diluting the odour down to a threshold where it is no longer perceived.
The sampling of waste air and cleaned air was carried out with the help of a negative pressure sampler (CSD-30). The sample was analysed by Ecoma GmbH by means of a T08 olfactometer.
The olfactory acuity of the test engineers was tested using n-butanol as standard odorant at each testing. In each test period, the odour removal efficiency was determined by taking eight odour samples.
The DLG test framework stipulates that the odour concentration must not exceed 300 OU/m³ in any of the measurements and that no typical raw gas odour (pig) may be perceptible in the sample.
Consumption values, ambient conditions and system load
The consumption of freshwater, blowdown wastewater and electrical energy was measured by recording the readings on the electricity meters – one on the cleaning system and one on the ventilation system.
The consumption of acid and nitrification inhibitors was determined with the help of a weighing system (sensor or load cell or scales). The ambient conditions (temperature and relative indoor/outdoor humidity) were also recorded during the measurements. On the days when dust and odour concentrations were measured, the following parameters were also recorded:
- Animal weights (estimated weights) and numbers of animals
- Freshwater and power consumption (meter readings)
- Absolute air flow (calibrated measuring fans and separate fan curve)
- Pressure loss across the scrubber and pressure loss across shed and scrubber
- Process water pH and conductivity
Furthermore, the measurements that had been logged in the logbook by the manufacturer were verified for plausibility.
Operational reliability and durability
Operational reliability and durability were also assessed in this test. Any malfunctions of the system as a whole or of technical components during the test period were documented.
Operating instructions, handling and operation, workload and maintenance requirements
The detailed description of the system and its way of operation as well as the clear descriptions of regular service and maintenance jobs were assessed from a user’s point of view. Tests on handling and operation as well as workload assessed whether it is necessary for the manufacturer to provide initial training when commissioning the plant and the time spent on routine inspections and on daily, weekly and monthly routines as well as on troubleshooting.
In terms of service and maintenance requirements, the testers review the service intervals and checklists.
Documentation
The following parameters must be recorded and saved to the electronic logbook as half-hourly means or half-hourly readings:
- Pressure loss across the scrubber [Pa]
- Air flow rate [m³/h]
- Pump runtime (circulating water, blowdown) [h]
- Sprinkling rate [m³/h]
- Accumulated freshwater consumption [m³]
- Accumulated blowdown volume [m³]
- Waste and clean air temperatures [°C]
- Process water pH [-] and electrical conductivity [mS/cm] as half-hourly means
- Accumulated power consumption [kWh]
- Accumulated consumption of nitrification inhibitors [kg]
In addition, spray patterns, service and repair times, plus pH and conductivity sensor calibrations must be recorded. The same applies to the consumption of chemical additives (e.g., acid, defoamer). These data reflect whether the air scrubber is operated to instructions; they were verified on the reference system.
Environmental safety
The test module on environmental safety comprised the assessment of all inputs for operating the system (e.g., acids, alkalis, nitrification inhibitors), the use of waste products such as the blowdown wastewater and the replacement and disposal of individual parts of the plant. It was also examined who would be in charge of the various aspects.
Safety aspects
To assess the safety of the system, the plant was inspected for compliance with the current fire and plant safety requirements.
Detailed account of the test results
Dust
The particle separating technology (trickle bed filter) and the upstream nozzle at the entrance to the scrubber met the requirements as laid down by the DLG test framework.
During the winter period, two total dust and two fine dust measurements were conducted (PM10 and PM2.5). Two total dust measurements and two fine dust measurements were also conducted in the summer, yet the fine dust measurements under summer conditions could not be used for the assessment. This was attributed to the fact that the flow rates were very high in this test period – to the effect that the waste air levels in the air flow were too low for obtaining valid separation efficiency rates.
The smallest separation rate of total dust was 80.8 % in the winter and 71.2 % in the summer. The smallest separation rate of fine dust particles (PM10) was 83.3 % in the winter.
Experience has shown that the scrubbing process can lead to the formation of droplets that range between 2.5 µm and 10 µm in size. These lead to an increase of PM10 particles in the cascade impactor. The PM2.5 particle fraction is not affected as much by this effect. As a result, the separation efficiency for this fraction is calculated to be higher than for the PM10 fraction.
Table 3: Measurements on total and fine dust reduction on the “Bactus” from Möller
| Winter measurements | Summer measurements | ||||
| Date | 25 March 20 | 02 April 20 | 16 July 20 | 24 July 20 | |
| Comments | – – | – – | – – | – – | |
| Ambient and other conditions [1] | |||||
| Relative humidity | [%rH] | 44 | 47 | 52 | 64 |
| Ambient air temperature | [°C] | 11.0 | 11.6 | 21.4 | 23.5 |
| Waste / cleaned air humidity | [%rH] | 63 / 99 | 69 / 98 | 75 / 97 | 80 / 96 |
| Waste / cleaned air temperatures | [°C] | 18.6 / 12.6 | 18.9 / 14.5 | 22.1 / 21.0 | 23.5 / 17.2 |
| Livestock numbers in the shed | [heads] | 1,104 | 1,102 | 970 | 1,100 |
| Average stock weight | [kg] | 77.5 | 77.5 | 77.5 | 77.5 |
| Total air flow | [m³/h] | 20,930 | 19,640 | 71,110 | 70,600 |
| Pressure loss in the scrubber | [Pa] | 1 | 2 | 8 | 12 |
| Pressure loss in the shed and scrubber | [Pa] | 14 | 18 | 44 | 46 |
| Total dust (standardised) | |||||
| In waste air | [mg/m³] | 1.5 | 1.8 | 0.5 | 0.4 |
| In cleaned air | [mg/m³] | 0.3 | 0.3 | 0.1 | 0.1 |
| Separation efficiency [2] | [%] | 80.8 | 85.5 | 77.5 | 71.2 |
| Average separation efficiency [2] | [%] | 83.2 | 74.4 | ||
| Minimum separation efficiency | [%] | 80.8 | 71.2 | ||
| Fine dust PM10 /PM2.5 (standardised) | |||||
| Waste air PM10 /PM2.5 | [mg/m³] | 0.7 / 0.5 | 0.6 / 0.4 | – – [3] | – – [3] |
| Cleaned air PM10 /PM2.5 [mg/m³] | [mg/m³] | 0.1 / 0.1 | 0.1 / 0.1 | – – [3] | – – [3] |
| PM10 /PM2.5 separation efficiency [2] | [%] | 85.7 / 80.0 | 83.3 / 75.0 | – – [3] | – – [3] |
| Average PM10 /PM2.5 separation efficiency [2] | [%] | 84.5 / 77.5 | – – [3] | ||
| Minimum PM10 /PM2.5 separation efficiency | [%] | 83.3 / 75.0 | – – [3] | ||
[1] Measurements taken during dust measurements.
[2] Any anomalies are down to rounding.
[3] Due to low waste air levels at high flow rates, no valid measurements on fine dust separation could be taken.
Ammonia
For ammonia separation in the air cleaning system “Bactus” to meet the minimum requirements the process water must be drained automatically when conductivity reaches the maximum of 20 mS/cm and water pH is maintained between 6.8 and 7.1.
In the winter measurements, 1619 half-hourly mean results were available as paired values and 1816 in the summer measurements. Regular measurements of ammonia concentrations at animal level produced more or less consistent results Only few temporary exceedances by more than 20 ppm were observed in the winter measurements, which were down to animal activity. The mean ammonia concentration was 12.1 ppm. There were no exceedances of those rates specified by the animal welfare TierSchNutztV ordinance in the summer.
In the winter measurements the minimum separation efficiency was 83.5 %, in the summer 83.9 %.
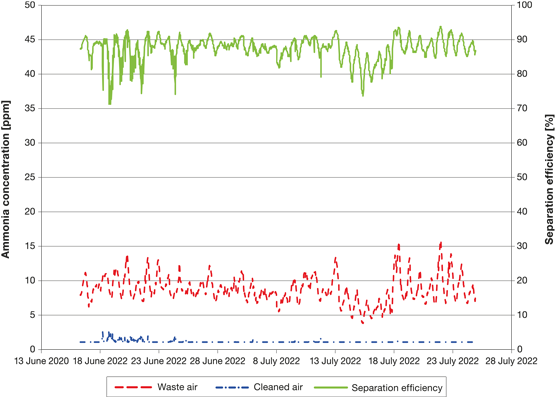
Figure 3 shows the ammonia concentrations obtained in the summer measurements. All measurements of less than 1.0 ppm were corrected to 1.0 ppm. This refers to all clean air measurements which are plotted appropriately in figure 3.
The minimum separation rate on all measuring days was 70 %. Hence, under the described operating conditions in a strawless pig house the system provides an effective separation of ammonia
Odour
Since the test was a follow-up test of an existing yet updated system, the DLG test committee unanimously decided on a reduced test programme which consisted of two measuring days in the winter and two in the summer.
With raw gas concentrations of 1,390 OU/m³ in the waste air in the winter and up to 1,642 OU/m³ in the summer, the testers measured less than 300 OU/m³ in the cleaned air on all four testing days. They never perceived a raw gas odour.
In a third measurement in the winter, the waste air measurement produced a concentration of 3000 OU/m³ after slurry in the pit below the main aisle was agitated. On that day, the concentration of 300 OU/m³ in the cleaned air was exceeded and raw gas odour was perceived in the cleaned air. Any pig producing operation must achieve a concentration of ≤ 300 OU/m³ and no perception of raw gas odour. Agitating slurry in the pit or emptying the pit leads to a temporary increase in odour emissions which the scrubber cannot fully remove. For these emissions to be fully filtered and removed, the air would have to dwell much longer inside the scrubber, for which this would have to be larger. This in turn would not be economical since this is only a temporary occurrence.
On the whole, the criteria in the DLG test framework were complied with (≤ 300 OU/m³ and no raw gas odour). In all samplings either all or most of the testers didn’t perceive any raw gas odour in the cleaned air.
The results of the odour samplings are listed in table 4.
Table 4: Emission measurements (odour) on the “Bactus” from Möller
| Winter | Summer | ||||
| Date | 02 March 20 | 24 March 20 | 26 June 20 | 03 July 20 | |
| Comments | – – | – – | – – | – – | |
| Conditions [1] | |||||
| Relative outdoor humidity | [%rH] | 76 | 41 | 40 | 70 |
| Ambient air temperature | [°C] | 4.0 | -2.0 | 22.0 | 18.7 |
| Waste / cleaned air humidity | [%rH] | 68 / 99 | 60 / 99 | 68 / 99 | 68 / 99 |
| Waste / cleaned air temperatures | [°C] | 16.8 / 11.0 | 21.4 / 13.0 | 22.8 / 20.2 | 21.6 / – – [2] |
| Livestock numbers in the shed | [heads] | 1,002 | 1,107 | 777 | 1,022 |
| Average stock weight | [kg] | 77.5 | 77.5 | 77.5 | 77.5 |
| Total air flow | [m³/h] | 12,030 | 11,570 | 63,630 | 44,780 |
| Filter surface load | [m³/(m² · h)] | 251 | 241 | 1,326 | 933 |
| Odour [3] | |||||
| Waste air | [OU/m³] | 1,126 | 1,390 | 1,366 | 1,642 |
| Cleaned air | [OU/m³] | 265 | 238 | 181 | 254 |
| Odour mass flow in the waste air | [Mio GE/h] | 13.5 | 16.1 | 86.9 | 73.5 |
| Odour mass flow in the cleaned air | [Mio GE/h] | 3.2 | 2.7 | 11.5 | 11.4 |
| Spec. waste air odour mass flow | [GE/(GV · s)] | 24 | 26 | 200 | 129 |
| Spec. clean air odour mass flow | [GE/(GV · s)] | 6 | 4 | 27 | 20 |
| Smell of raw gas perceptible in cleaned air? | no | no | no | no | |
[1] All measurements were taken during the odour measurements.
[2] No data available at the time of measuring.
[3] This is the geometric mean from three separate measurements.
Aerosol output
The results of the aerosol measurements are listed in table 5. One measurement was conducted in the winter and one in the summer.
The aerosols released were analysed solely for the presence of ammoniacal nitrogen. This amounted to 0.1 mg N/m³ in all measurements. In a subsequent analysis of the process water, it could be determined that ammoniacal nitrogen in the aerosol output accounted for about 60 % of the total nitrogen in the aerosol, which means that the total nitrogen ratio can be calculated to be 0.2 mg N/m³ in all measurements. This compares to 0.5 mg N/m³ as the maximum level that is stipulated by the DLG test framework. Hence, it was clearly less than this on every measuring day.
Table 5: Results of aerosol output measurements on the “Bactus”
| Winter measurement | Summer measurement | |
|---|---|---|
| Date | 02 April 2020 | 16 July 2020 |
| Air flow [m³/h] | 21,900 | 71,160 |
| Ammonia output (aerosols retained) [mg/m³] | 1.0 | 0.8 |
| Ammonia output (aerosols not retained) [mg/m³] | 0.9 | 0.7 |
| NH4-aerosol output [mg/m³] | 0.1 | 0.1 |
| N-aerosol output [1] [mg/m³] | 0.2 | 0.2 |
[1] In a first step the NH4 concentration only in the water was used as a parameter for the analysis. Yet, as the scrubber is a biological scrubber it is necessary to also take the NO2- and NO3 levels in the aerosols into account. For this, the results of the previous process water analysis were used and offset against the aerosol output. This produces sufficiently accurate results. As NH4-N accounts for about 60 % of total N levels, the concentration can be estimated at 0.2 mg N/m³ with sufficient accuracy (winter and summer). This means that the DLG test framework thresholds are met.
Nitrogen balance / N removal
The nitrogen balance and N removal results are listed in table 6.
The nitrogen detection rate recorded in the summer measurements was 98.3 %. This is a very good percentage considering the issue of measurement accuracy.
During the winter measurement, 70.5 % of the nitrogen was detected in the blowdown wastewater. The results are plausible and reflect that the plant is running dependably and reliably. The N balance from the winter measurement didn’t produce such plausible results, because more N was detected in the blowdown wastewater than NH3-N in the input waste air.
This may be attributed to one of the following causes:
- Inaccuracies in the volumetric flow measurements in this facility in the winter (position of the measuring fans, greater flow rate variations at generally low flow rates)
- Inaccurate measurements of the sump cup volume (filling level) and blowdown volumes during the winter measurements
The N balance from the summer measurements produced however plausible results. In view of this and that repetition of the winter measurements would have been overly time-consuming and difficult, the winter measurements were forgone.
Table 6:Nitrogen separation in the “Bactus” from Möller
| Summer measurement | |
|---|---|
| Measurement period | 26 June 2020 to 24 July 2020 |
| NH3-N input in the waste air [kg] | 201.35 |
| NH3-N output in the cleaned air [kg] | 55.91 |
| Difference [kg] | 145.44 |
| pH [1] [-] | 6.5…7.7 |
| Conductivity [1] [mS/cm] | 13.9 - 20.4 |
| N output in the process water [kg] | 4.58 |
| N output in blowdown wastewater [kg] | 137.35 |
| N output in water [kg] | 141.928 |
| N detection rate [%] | 98.3 |
| N removal [2] [%] | 70.5 |
[1] The pH and conductivity data were sourced from the electronic logbook. The conductivity sensor temporarily failed between 11 and 13 July 2020.
[2] N removal was calculated without taking aerosol emissions into account.
Consumption rates, ambient conditions and system load
Table 1 also lists the results of the consumption measurements per measuring period (winter/summer). The figures listed here are scaled to reflect annual consumption rates (365 days) to make them comparable with data from other brands. Since some of these rates vary significantly (winter/summer differences), only the average consumption (averaged winter and summer consumptions) is discussed in the following evaluation. These consumption rates are converted to consumption per livestock place and year (LP · a). This calculation is based on the number of 1,100 finishers for which the reference plant is approved.
Water consumption
The water consumption figure is based on the frequency at which blowdown is carried out and on evaporation levels. The higher the blowdown frequency and the evaporation rates, the more freshwater needs to be added to the system to maintain the required water level in the system. The blowdown frequency is controlled by the nitrogen input through the waste air flow on the one hand and process water conductivity on the other. When the latter reaches 20 mS/cm, blowdown is initiated. During the test period, an average of 1.5 m³ of blowdown wastewater was drained from the sump every day. The average annual blowdown per livestock place is 0.543 m³.
The total consumption of freshwater was 3.8 m³/d and 1.42 m³/(LP·a). The freshwater was added directly to
the sump.
The blowdown and freshwater volumes compare with typical volume rates in other facilities.
Power consumption
The circulation pump is operated permanently and is the chief electrical consumer in the “Bactus” air cleaner. The greatest consumers in the pig house are the fans. The reference plant had three pressure-resistant exhaust fans. Each fan was connected to a frequency converter which controlled the fan speed relative to the current waste air flow.
The pressure loss across the cleaning system never exceeded 10 Pa in the packing and 5 Pa in the droplet separator; hence a combined 15 Pa across the scrubber. The maximum pressure loss recorded for the shed and the scrubber was 63 Pa. This means that the fans for the shed and scrubber must have the capacity to handle a pressure loss of at least 70 Pa. In the tested shed the fans were slightly undersized.
Their annual mean consumption was 44.1 kWh/day; yet consumption in the summer was much higher than this. The above figures translate into an electric consumption of 16.8 kWh per livestock place and year.
The annual average power consumption by the scrubber was 68.5 kWh/day or 25.3 kWh/(LP · a). The reason why power consumption was slightly higher in the summer was because the sprinkling density was lower in the winter. The specific power consumption may drop as the size of a plant increases.
Further consumption rates
For the system to operate reliably and at the efficiencies depicted, pH must range between 6.8 and 7.1 and blowdown is carried out when conductivity reaches 20 mS/cm. Therefore, it is necessary to have an automatic acid dispenser in place and a conductivity sensor in each stage of the cleaning process. The pH level in the reference plant was reduced by adding 96 % sulphuric acid.
The measurements produced an average annual acid consumption of 5.8 kg/d which translates into
2.21 kg/(LP · a).
To prevent pH from dropping below 6.8, a nitrification inhibitor must be added. The inhibitor used in the reference plant was N-Lock with the active substance nitrapyrin (17.7 % mass fraction).
The test showed that N-Lock consumption in the winter was zero. The average annual consumption of nitrapyrin was 16.9 g/d. This translates into 6.7 g per livestock place and year. This is relatively little compared with other systems. Using the information on the delivery dockets from the testing period, the test engineers calculated an annual consumption of nitrapyrin of 16.4 g/(LP·a), which seems a more realistic rate.
N-Lock is not the only nitrification inhibitor that can be used in scrubbers. Yet, as no other agents were assessed in this test, we cannot comment on those rates.
Operational reliability and durability
During the test period, the system technology didn’t experience any malfunctions that would be worth mentioning. The same applied to the scrubber as a whole which didn’t experience any damage or wear symptoms worth mentioning during the test.
As far as it was possible to determine during the test period, the individual components of the plant seemed to be properly protected against corrosion. The system is a complete system and nearly exclusively made from plastic. The only exception is the fire protection plate girder which is made from stainless steel.
This comment on durability applies only to the testing period. Since the plant was operated as a pilot project, it was not possible to carry out a survey among operators of similar plants.
Manual, handling and operation, workload, service and maintenance requirements
The manual is comprehensive and explains the system in great detail. It also details on daily, weekly and annual service intervals. Photos of the various elements of the plant visualise the instructions.
Operators must receive a training by the manufacturer and understand the instructions.
After the scrubber has been taken into operation and operated for a sufficiently long time, it can be considered as being easy to operate, because in standard mode the scrubber runs fully automatically. The only servicing required by operators is a daily check of the operating data and a weekly inspection of the entire scrubber including the nozzles.
Error codes issued on the control unit are explained in the manual and instructions are given on how to inspect the system element in question. It is advised to sign a maintenance agreement with the manufacturer to save time and avoid handling issues.
When the spray pattern becomes irregular, the nozzles need cleaning or replacing. Therefore, they have to be inspected on a weekly basis. These inspections must be logged to the logbook.
Documentation
All data that are required for the safe operation of the system are regularly logged to the electronic logbook as half-hourly mean values (pH and conductivity) or half-hourly values. Logging is automatic and the data are stored for 5 years. They can be exported by the operator, the manufacturer and authorities – either remotely or to a USB drive and then viewed in a common table format. The type of data recorded is shown in table 7.
If the ventilation system in the shed is sourced from a different manufacturer than the air scrubber, the manufacturer of the scrubber will compute the ventilation data into a characteristic curve and integrate it in the scrubber control system. The maximum fan capacity is calibrated to 100 %. It is however not adapted to another range of performance. Since the test framework and the TA Guideline on air cleaning systems (Section 5.4.7.1) require the air flow rate to be indicated in absolute numbers and in m³/h format, a characteristic curve of the entire ventilation system (in the shed and in the scrubber) must be computed and logged to the electronic logbook before the plant is taken into operation. The characteristic curve should mark out at least five different sampling points between 0 % and 100 % air flow.
Table 7: Air cleaning system “Bactus” – requirements on the electronic logbook
| Met in full | Not met | Comments | |
|---|---|---|---|
| Pressure loss across the scrubber | X | measured by a differential pressure sensor | |
| Air throughput through the scrubber | X | is converted using a fan curve (0-10V signal) and logged | |
| Pump running time | X | can also be obtained by looking at the power consumption rate | |
| Sprinkling intervals and sprinkling rate | X | is measured by a flow meter and stored to the system | |
| Freshwater consumption by the filter | X | is measured by a flow meter or water meter and stored | |
| Blowdown volume | X | is measured by a flow meter and stored to the system | |
| Waste and clean air temperatures | X | The temperatures of waste and cleaned air are measured by a thermocouple | |
| Spray pattern inspection | X | is entered manually into a data logger | |
| Service and repair intervals | X | is entered manually into a data logger | |
| Process water pH and conductivity | X | is measured by appropriate sensors and logged to the logbook | |
| pH value sensor calibration | X | is entered manually into a data logger | |
| Acid consumption | X | The weight of the acid tank is weighed by scales and logged to the data logger | |
| Consumption of nitrification inhibitors | X | The weight of the nitrification inhibitor is determined by scales and logged | |
| Consumption of further additives | X | Verified from information on delivery dockets | |
| Power consumption by the scrubber | X | Recorded by the electricity meter and logged to the logbook |
Environmental safety
The blowdown waste water (pH 6.8-7.1) is classified as slightly hazardous to water bodies (hazard class 1).
It can be stored in a slurry tank or in the shed. The storage period is detailed in the most recent version of the German Fertiliser Ordinance on the storage of slurry. The water is spread in line with good agronomic practice and the Fertiliser Ordinance.
Using this water for fertilising by observing nitrogen levels is good agronomic practice.
Parts of the facility can be removed and disposed of by accredited recycling companies.
Acid and nitrification inhibitors are necessary for operating the plant. The manufacturer should explain in the manual how to handle these chemicals safely and in line with EU safety data sheets on 96 % sulphuric acid and nitrification inhibitor. The plant operator is responsible for the safe handling of the acid. When handling nitrification inhibitors (hazard class 3 = highly hazardous to water bodies), the manufacturer’s instructions must be followed and AwSV requirements observed (German ordinance on the management of substances hazardous to water). Appropriate safety equipment (eye shower, full body shower, protective clothing) must be in place. It is also recommended to have an IBC container for storing the acid in place.
Safety aspects
Operators must have fire contingency plans in place that were drawn up together with the manufacturer and attached to the building application.
The machine and system safety of the described air cleaning system “Bactus” from Möller was assessed by the German Testing Laboratory for Agricultural and Forestry Technology (DPLF) during the initial test in 2005. There are no concerns with respect to operating safety. Except for the addition of nitrification inhibitors and changes to the control system, the air scrubber is identical with the scrubber tested in 2005.
Summary
The air cleaning system “Bactus” manufactured by Möller GmbH is suitable for reducing dust, ammonia (including nitrogen removal) and odour emissions from the waste air from strawless pig houses with overhead ventilation and regular feeding schemes.
The scrubber operates on the pressure principle. In the test facility the packing and the droplet separator were distanced at 6.5 m. It is possible to reduce this spacing in other facilities without affecting the process parameters (2 metres is the minimum distance in facilities with a symmetrically arranged droplet separator).
The load on the filter surface must not exceed 1,980 m³/(m² · h) to maintain the full functionality of the system. The pH of the process water that circulates through the filter bed must be 6.8 to 7.1 and conductivity must not exceed 20 mS/cm.
Provided the system is operated to the process parameters discussed above, it meets and sometimes exceeds the minimum requirements of the DLG test framework covering the reduction of dust, ammonia and odour.
The recognised minimum separation rates for total dust were 80.8 % in the winter and 71.2 % in the summer. PM10 fine dust is reduced by 83.3 % in the winter. The minimum separation efficiency for ammonia was 83.5 % in the winter and 83.9 % in the summer. The nitrogen removal rate was 70.5 % in the summer. Odour was always reduced down to maximally 300 OU/m³ in the cleaned air. Waste air odour was never perceived.
Applicant and Test implementation
Manufacturer and applicant
Möller GmbH,
Im Fange 1,
49356 Diepholz,
Germany
Contact:
Telephone +49 (0)54415959-0,
info@moeller.eu, www.moeller.eu
Test implementation
Testing agency
DLG TestService GmbH, Standort Groß-Umstadt
The tests are conducted on behalf of DLG e.V.
Laboratory and emissions measurements
SGS Institut Fresenius GmbH,
Im Paesch 1a, 54340 Longuich
BUB Braunschweiger Umwelt-Biotechnologie GmbH,
Hamburger Straße 273 a, 38114 Braunschweig
DLG test framework
DLG-APPROVED Full Test “Exhaust air cleaning systems for livestock houses”, Date of issue March 2016
Department
Agriculture
Project Manager
Dr. Ulrich Rubenschuh
Test engineer(s)
Dipl.-Ing. (FH) Tommy Pfeifer*
Test commission
Friedrich Arends, Chamber of Agriculture of Lower Saxony
Christian Dohrmann, farmer
Doris Düsing, LK Cloppenburg
Bernhard Feller, Chamber of Agriculture North Rhine-Westphalia
Ewald Grimm, KTBL Darmstadt
Dr Jochen Hahne, TI Braunschweig
Andreas Schlichting, TÜV Nord Hamburg
Thomas Üffing, farmer
* Author
Contact
DLG TestService GmbH - Groß-Umstadt location • Max-Eyth-Weg 1 64823 Groß-Umstadt Germany • Tel.: +49(0)69 24 788-611 • tech@DLG.org